Ever looked at a profile that resembles the letter "D" and wondered why it exists when round tubes are everywhere? The answer lies in that single flat face, and it changes how engineers approach mounting, alignment, and assembly across dozens of industries.
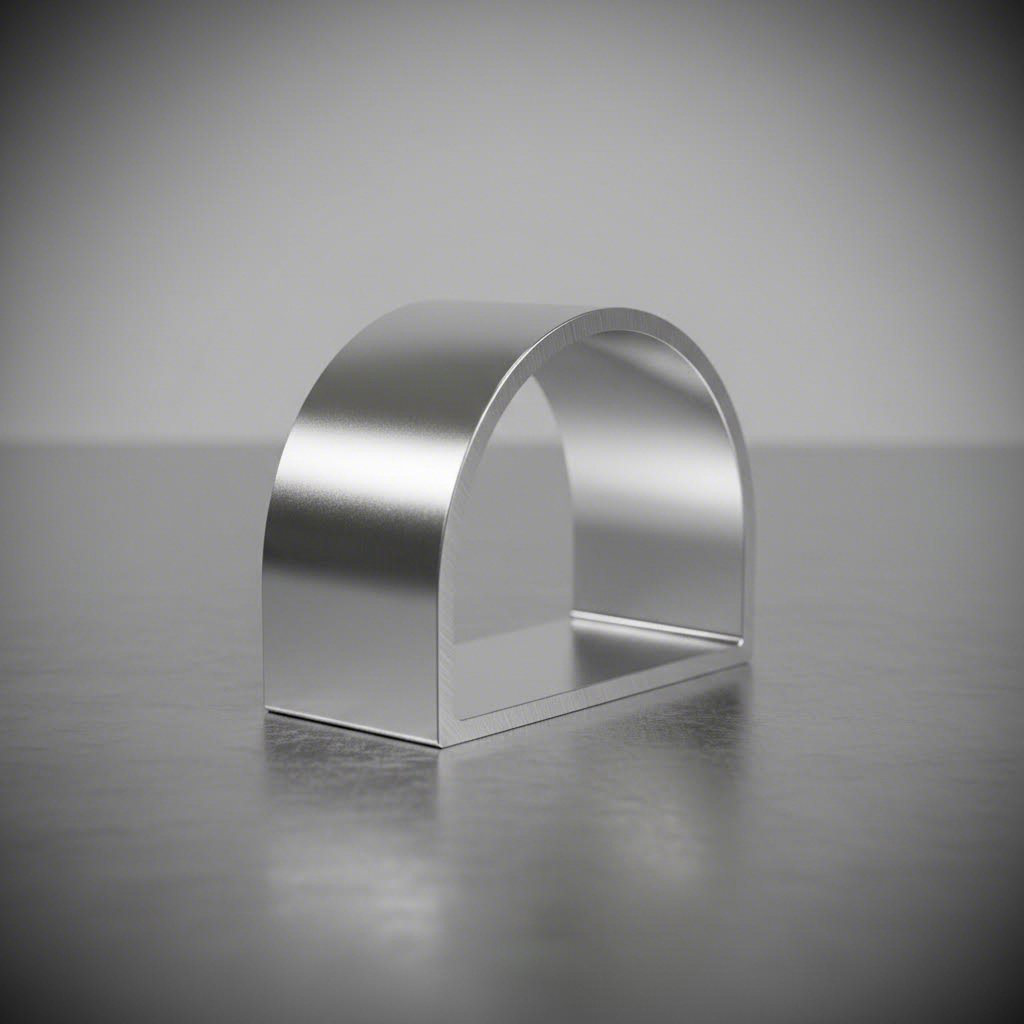
Imagine taking a standard round aluminum tube and slicing off one side to create a flat surface. That's essentially what a D-shaped aluminum extrusion looks like, though it's not actually made that way. The profile features a semi-circular or curved back combined with a flat base, creating a cross-section that resembles the capital letter "D."
A D-shaped aluminum extrusion is a precision-engineered metal profile formed through the extrusion process, featuring a flat base with a semi-circular top that provides structural strength, easy mounting, and aesthetic appeal.
So what is aluminum extrusion exactly? It's a manufacturing process where heated aluminum alloy is forced through a die with a specific cross-sectional shape. Think of squeezing toothpaste from a tube. The material emerges in the exact shape of the die opening and is then pulled along a runout table. This aluminum extrusion process allows manufacturers to create consistent, complex aluminum extrusion profiles in continuous lengths, typically ranging from 8 to 24 feet.
The geometry of a D-profile comes down to one key concept: the chord cut. In geometry, a chord is a straight line connecting two points on a curve. When you "cut" a circular cross-section along a chord line, you remove a segment and create that characteristic flat face.
Here's what defines the relationship between the flat face and curved back:
One common misconception is that D-profiles are machined from round stock. They're not. Extrusion aluminum is formed directly into the D-shape through a custom die, which is far more efficient and produces a stronger, more consistent product. Machining would waste material, introduce stress points, and cost significantly more at scale.
This distinction matters because extruded profiles maintain uniform grain structure throughout, while machined parts can have interrupted grain patterns that weaken the material. The aluminum extrusion process also allows for tighter tolerances and smoother surface finishes right out of the die, reducing or eliminating secondary finishing operations.
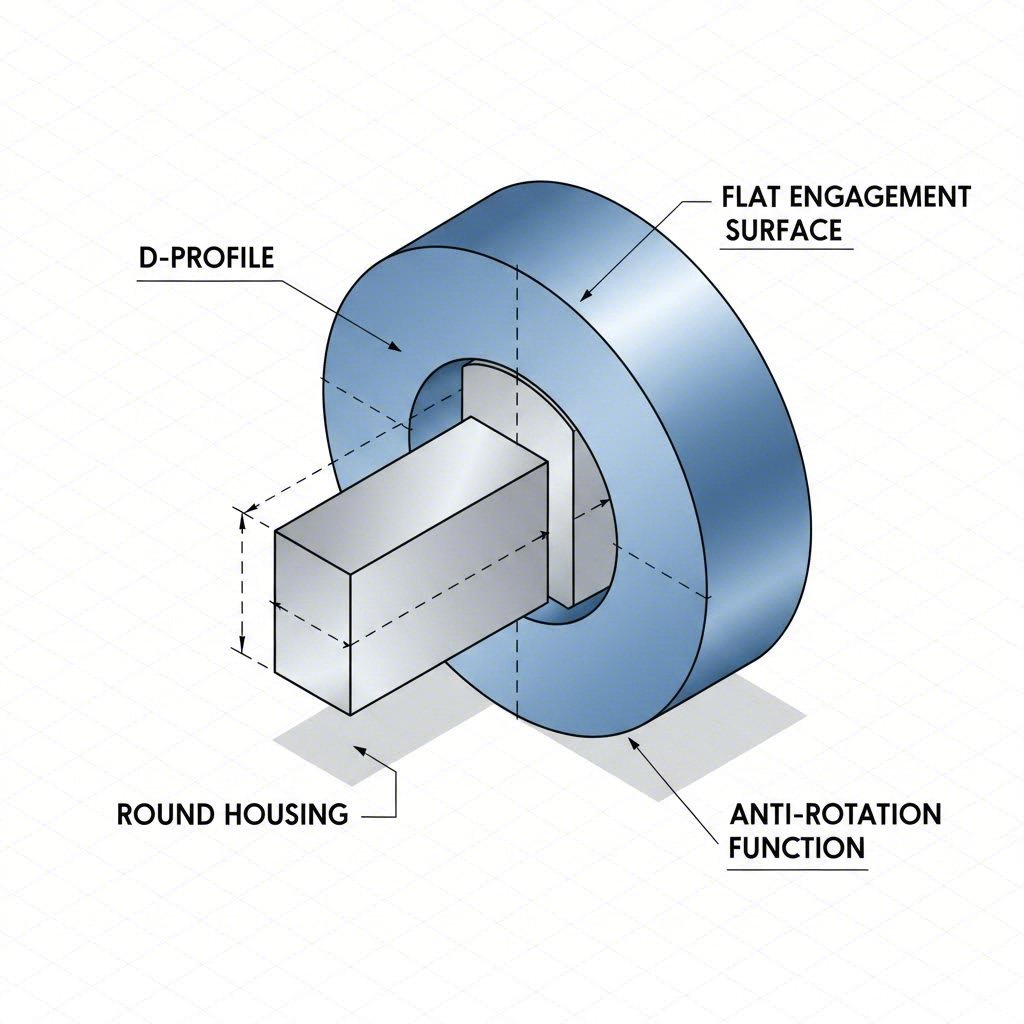
When you insert a round tube into a round bore, what happens? It spins freely. That's fine for some applications, but it's a nightmare when you need positional stability, consistent orientation, or reliable torque transfer. This is exactly why the flat face on a D-shaped aluminum extrusion profile exists, and it's the reason engineers reach for this shape instead of standard round tube.
The flat face isn't decorative. It solves real mechanical problems that round profiles simply can't address.
Picture a motor shaft connecting to a gear. If that shaft were perfectly round, the gear could slip or spin freely under load, making torque transmission unreliable. The same principle applies to aluminum extrusion shapes used in structural and mechanical assemblies.
When a D-profile slides into a matching housing or bore, the flat face engages with a corresponding flat surface inside the receiving component. This engagement creates what engineers call an anti-rotation mechanism, preventing the profile from spinning or deviating in the rotational direction. The result is stable operation even under significant torque loads.
Here are the primary functional roles that flat face serves:
The anti-rotation function alone justifies the existence of D-profiles in countless applications. In automated machines and robotics, torque fluctuations from repeated operations can cause rotational misalignment over time. A D-shaped profile eliminates this drift by mechanically locking orientation.
Beyond preventing rotation, the flat face serves as a precision mounting surface that round tubes simply can't offer. Imagine trying to bolt a bracket to a curved surface. You'd need custom saddle clamps, curved washers, or other workarounds. With a D-profile, you get a ready-made flat plane that accepts standard fasteners, adhesives, or welded connections.
This matters in several practical ways:
The flatness and angular accuracy of the D surface directly impact how well mating parts fit. When specifying a D-profile for mounting applications, engineers pay close attention to surface flatness tolerances because even minor deviations reduce contact area, causing localized stress concentrations and accelerated wear.
This is why engineers specify D-shape over round tube for applications requiring positional certainty. The geometry itself does the work of alignment and anti-rotation, reducing part count and simplifying assembly. Understanding these dimensional requirements becomes essential when you're ready to specify a profile for your application.
You've decided a D-shaped profile fits your application. Now comes the practical question: what size do you actually need? Unlike standard aluminum extrusion tube or square profiles where you can flip through an aluminum extrusion profiles catalog and pick a stock size, D-profiles require you to understand a few unique dimensional parameters before you can communicate effectively with a supplier.
Reading a D-profile specification sheet feels confusing at first because the geometry doesn't fit neatly into simple width-by-height boxes. You're dealing with a hybrid shape that borrows terminology from both circular and rectangular profiles.
Here's how the critical dimensions break down:
| Dimension Parameter | Typical Range | Notes |
|---|---|---|
| Outer Diameter Equivalent | 0.5" to 6" (12mm to 150mm) | Measured across the curved back as if it were a complete circle; determines the profile's overall size category |
| Flat Face Width | 40% to 90% of diameter equivalent | Wider flat faces provide more mounting area but reduce structural stiffness; narrower faces retain more tube-like strength |
| Wall Thickness | 0.040" to 0.188" (1mm to 4.8mm) | Varies by alloy and circumscribing circle size; thinner walls for smaller profiles, thicker for larger diameters |
| Chord Depth | 10% to 50% of diameter equivalent | Distance from the flat face to where the original circle's edge would be; deeper chords create wider flat faces |
The chord depth deserves special attention because it's the dimension that defines how "D-like" your profile actually is. A shallow chord depth produces a profile that's almost round with just a small flat, while a deep chord creates a pronounced half-circle shape. When specifying this dimension, you'll typically express it either as an absolute measurement or as a percentage of the outer diameter equivalent.
For context, if you're familiar with 2020 aluminum extrusion dimensions used in modular framing systems, you'll notice D-profiles follow similar sizing logic but with the added complexity of the curved geometry. The circumscribing circle concept, which measures how large a circle would need to be to fully contain the profile's cross-section, applies here just as it does with standard aluminum extrusions.
Wall thickness isn't arbitrary. It's governed by the relationship between your profile's size and the alloy you're using. Industry guidelines from the Aluminum Association establish minimum wall thicknesses based on the circumscribing circle diameter:
These minimums exist because thinner walls become difficult to extrude consistently at larger sizes. The aluminum simply doesn't flow evenly through the die, creating dimensional inconsistencies and surface defects.
Standard aluminum extrusions typically ship in lengths of 12 to 24 feet, though suppliers can cut to custom lengths. If you're building an aluminum extrusion workbench or similar project requiring specific cut lengths, factor in the kerf loss from cutting and any end-finishing requirements when calculating your order quantity.
Tolerances matter here too. The Aluminum Extruders Council references industry standards published in Aluminum Standards and Data (ANSI H35.2), which specify acceptable variation ranges. For wall thickness, expect a standard tolerance of approximately +/- 10%. Straightness typically holds to 0.0125 inches per foot, and twist stays within 0.5 degrees per foot for most profiles.
When you approach a supplier for a quote on a D-shaped profile, incomplete specifications lead to delays, requotes, or worse, receiving the wrong product. Here's the information you should have ready:
If you're unsure about exact dimensions, a good supplier can work backward from your application requirements. Tell them what the profile needs to fit into, what loads it will carry, and what surface finish you need. They can recommend aluminum extrusion sizes that meet those functional requirements.
Keep in mind that dimensions vary by supplier and application. The ranges in the table above are illustrative, not exhaustive. Custom dies can produce D-profiles outside these typical ranges, though tooling costs and minimum order quantities increase for non-standard sizes. With dimensions locked down, the next decision is which alloy and temper will give you the mechanical properties your application demands.
You've nailed down the geometry and dimensions. But here's a question that trips up even experienced buyers: which alloy should you specify? And what do those cryptic temper codes like T5, T6, or T52 actually mean for your project? Getting this right determines whether your D-profile performs flawlessly or fails prematurely under load.
Most aluminum extrusions you'll encounter fall into the 6000 series, which combines magnesium and silicon as primary alloying elements. This blend creates magnesium silicide during heat treatment, delivering a balance of strength, corrosion resistance, and workability that suits everything from architectural trim to structural frames. For D-shaped profiles specifically, two alloys dominate: 6063 and 6061.
Think of 6063 as the "architectural aluminum" and 6061 as the "structural workhorse." Both work beautifully for D-profiles, but they excel in different scenarios.
6063 aluminum contains slightly less magnesium and silicon than 6061, plus minimal copper. This composition makes it exceptionally easy to extrude into complex shapes, including the curved geometry of D-profiles. You'll notice the surface comes out smoother and more uniform, which matters if your profile will be visible or anodized. The trade-off? Lower strength compared to 6061.
6061 aluminum packs more alloying elements, including copper and chromium alongside higher magnesium and silicon content. These additions boost tensile and yield strength significantly, making 6061 the go-to for load-bearing applications. However, the higher alloy content makes it slightly harder to extrude and produces a less refined surface finish. If your D-profile needs aluminum extrusion machining after extrusion, 6061's excellent machinability becomes an advantage.
Here's a practical way to decide:
Worth noting: the chemical composition of aluminum extrusion with iron content is tightly controlled in both alloys. Iron appears as a trace element (up to 0.35% in 6063 and 0.7% in 6061), and excessive iron can reduce ductility and surface quality. Reputable suppliers monitor this closely during production.
Sounds technical? It's simpler than it looks. The temper designation tells you how the aluminum was processed after extrusion, and this processing dramatically affects mechanical properties.
When you see a code like 6063-T5 or 6061-T6, the letter-number combination after the dash describes the heat treatment and aging process:
The mechanical differences are substantial. Consider this comparison based on industry data:
| Alloy-Temper | Yield Strength | Best For | Surface Finish Suitability |
|---|---|---|---|
| 6063-T5 | 21 ksi (145 MPa) | Architectural profiles, window frames, decorative trim, anodized aluminum extrusions | Excellent; smooth, ideal for anodizing |
| 6063-T52 | 21 ksi (145 MPa) | Curved handrails, bent profiles, applications requiring post-extrusion forming | Excellent; maintains finish quality after forming |
| 6063-T6 | 25 ksi (172 MPa) | Structural extrusions needing higher strength with good appearance | Very good; slightly less smooth than T5 |
| 6061-T6 | 40 ksi (276 MPa) | Load-bearing frames, machinery components, aerospace parts, aluminum corner extrusion for structural framing | Good; functional but less refined |
Notice the nearly double yield strength jump from 6063-T5 to 6061-T6. That's the trade-off in action: 6061-T6 handles significantly higher loads, but 6063-T5 delivers a superior surface for visible applications.
Imagine you're specifying a D-profile for a handrail system. The profile will be visible, anodized in a custom color, and needs to handle moderate loads from people leaning against it. Here, 6063-T5 makes sense: excellent surface finish for anodizing, adequate strength for the application, and cost-effective production.
Now picture a D-profile serving as an anti-rotation insert in industrial machinery. It's hidden inside a housing, subjected to repeated torque loads, and needs to resist wear over thousands of cycles. 6061-T6 is the clear choice: maximum strength, excellent machinability for tight-tolerance fits, and surface appearance doesn't matter.
For D-profiles that need post-extrusion bending, such as curved architectural elements, 6063-T52 offers the best balance. The stress-relief process improves ductility, allowing the profile to bend without cracking while maintaining reasonable strength.
One more consideration: both 6063 and 6061 weld well, but welding reduces strength in the heat-affected zone unless the part is re-heat-treated afterward. If your D-profile assembly requires welding, factor this into your alloy and temper selection, or plan for post-weld heat treatment.
With alloy and temper decisions made, you're ready to think about where these profiles actually get used. The range of applications extends far beyond what most buyers initially expect.

When you search for D-profile applications, most results point to handrails and construction. That's accurate but incomplete. The reality? These profiles show up in places you'd never expect, from robotic arms to retail displays to electronics housings. What ties all these applications together is the same functional advantage: that flat face solves problems that round or square profiles simply can't.
Let's walk through five distinct categories where D-shaped profiles earn their place, and more importantly, why engineers choose them over alternatives.
This is where D-profiles built their reputation, and for good reason. The combination of ergonomic grip, structural strength, and clean aesthetics makes them ideal for human-contact applications.
Handrails represent the most visible use case. The curved top fits naturally in a gripping hand, while the flat underside simplifies installation. Timeless Tube notes that D-shaped profiles are 49% stronger than equivalent round tubes in deflection testing, a critical factor when handrails must support body weight during a fall or stumble. The flat base also allows fabricators to weld square-cut balusters directly to the underside without complex saddle joints.
The water-shedding characteristic deserves attention. Unlike flat-topped profiles that collect standing water, the curved back of a D-profile naturally directs moisture away. This makes them particularly valuable for external handrails on ramps, stairs, and balustrades in public buildings, as well as marine applications on yachts and cruise liners.
Aluminum extrusion brackets and connectors designed for D-profiles often feature matching curved recesses, creating seamless joints that maintain both structural integrity and visual continuity. When coordinating with commercial interior handrail systems, designers can specify powder-coated finishes or even wood-effect coatings to match surrounding materials.
Move beyond construction, and D-profiles reveal their mechanical versatility. The flat face that makes handrails easy to mount also makes these profiles invaluable in precision machinery and automation systems.
Industrial machinery applications leverage the anti-rotation function discussed earlier. When a D-profile serves as a shaft guide or anti-rotation insert, the flat face engages with a matching keyway in the housing. This prevents rotational drift under repeated torque cycles, a common failure mode in round-shaft assemblies.
In robotics and automation, D-profiles appear in end-effector mounts where precise orientation matters. Imagine a robotic gripper that must approach parts at exactly the same angle every cycle. A round mounting tube would allow rotational creep over thousands of operations. A D-profile eliminates this variable entirely.
Aluminum extrusion framing systems have become the backbone of industrial automation, supporting everything from autonomous mobile robots to manual production workstations. D-profiles integrate naturally with these systems, particularly where flat-face alignment simplifies sensor mounting or cable routing. The aluminum extrusion connectors used in these assemblies often accommodate D-profiles alongside standard aluminum t extrusion profiles.
Furniture and display applications might seem surprising, but they follow the same logic. Consider an aluminum extrusion table leg that needs to sit flat against a floor while presenting a curved, finished appearance on the visible side. Or display stand uprights in retail environments where the flat back mounts against walls while the curved front creates visual interest.
The final category covers applications where the D-profile's geometry solves specific enclosure and framing challenges.
Electronics enclosures benefit from D-profiles in edge trim applications. The curved exterior provides impact resistance and a finished appearance, while the flat interior creates a consistent seal surface for gaskets or weatherstripping. Product designers have found this geometric profile especially useful for housing electronic components and cables, with custom sizes available for specific sensor housings and cable channels.
The LED channel application illustrates how D-profiles solve multiple problems simultaneously. The curved back acts as a reflector, directing light outward while the flat mounting face attaches directly to walls, ceilings, or framing members. This eliminates the need for separate mounting brackets and creates a cleaner installation.
For specialized framing applications, D-profiles offer advantages over both round and square alternatives. They're lighter than solid round bars of equivalent strength, easier to mount than round tubes, and more visually interesting than square profiles. When building custom frames for medical equipment, laboratory instruments, or testing apparatus, the D-profile's combination of strength, mountability, and aesthetics often makes it the optimal choice.
Understanding where these profiles excel helps you evaluate whether a D-shape fits your specific application. But selecting the right profile is only part of the equation. The surface finish you choose affects everything from corrosion resistance to aesthetic appeal, and the options extend well beyond simple mill finish or anodizing.
You've selected your alloy, locked in dimensions, and identified the perfect application. Now comes a decision that affects both how your D-profile looks and how long it lasts: surface finish. This choice determines corrosion resistance, aesthetic appeal, and even whether your profile fits into tight-tolerance assemblies. Get it wrong, and you'll face premature failure or costly rework.
The good news? You have four primary options, each with distinct trade-offs. Understanding these trade-offs helps you match the finish to your application rather than defaulting to whatever the supplier suggests.
| Finish Type | Corrosion Resistance | Aesthetic Options | Cost Level | Best Application |
|---|---|---|---|---|
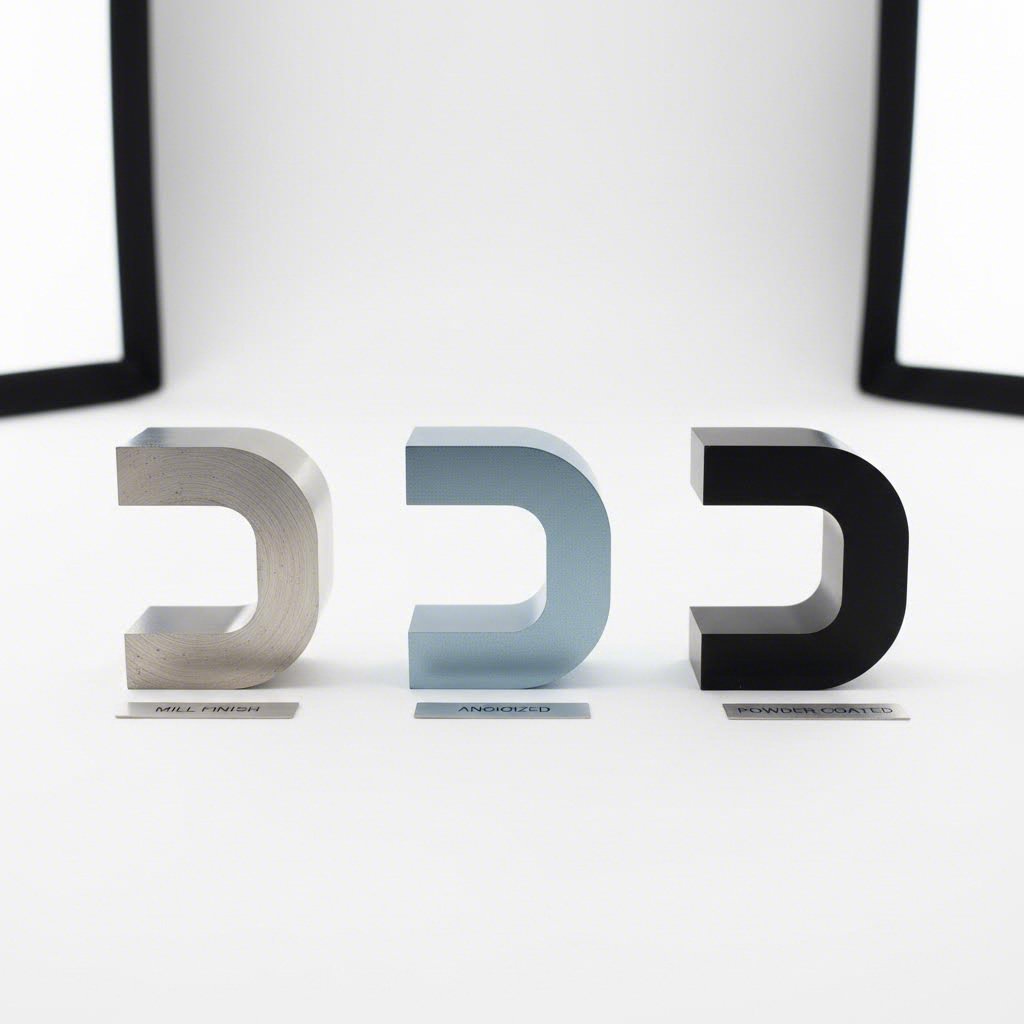
| Mill Finish | Low; relies on natural oxide layer only | Dull gray with visible tool marks | Lowest | Hidden structural components, internal frames |
| Anodizing | Medium to High; becomes part of the metal | Metallic sheen; clear, black aluminum extrusion, or custom colors | Moderate | Architectural trim, visible profiles, precision fits |
| Powder Coating | Moderate; chips can expose base metal | Full RAL color range; matte, gloss, or textured | Moderate | Outdoor furniture, railings, aluminum extrusion case housings |
| PVDF / Micro-arc Oxidation | Very High; ceramic-like protection | Limited colors; typically gray to black | Highest | Marine, aerospace, harsh industrial environments |
These two finishes dominate the aluminum profiles extrusion market, and for good reason. Both protect the surface and improve appearance, but they work in fundamentally different ways.
Anodizing is an electrochemical process that grows an oxide layer directly from the aluminum surface. The profile sits in an electrolyte bath while electric current thickens the natural oxide into a hard, corrosion-resistant barrier. Protolabs notes that Type II anodizing produces layers between 10 and 15 micrometers thick, while Type III hardcoat anodizing reaches 35 to 50 micrometers for extreme wear resistance.
What makes anodizing ideal for D-profiles? Dimensional precision. Because the oxide layer grows into the metal rather than sitting on top, anodized aluminum extrusions maintain tight tolerances. If your D-profile needs to slide into a housing or mate with precision components, anodizing adds only microns of material. You won't need to adjust your design to compensate for coating thickness.
Powder coating takes a different approach. Electrostatically charged powder particles adhere to the grounded aluminum surface, then melt into a continuous film during heat curing. The result is a thicker coating, typically 50 to 150 micrometers, that offers excellent impact resistance and virtually unlimited color options.
Here's where the trade-off becomes practical:
One critical consideration: powder coating's thickness can affect assembly. If you're cutting aluminum extrusion to length after coating, the cut ends expose bare metal that needs touch-up or sealing. Anodized profiles don't have this issue since the oxide layer extends through the material.
Standard anodizing and powder coating handle most applications. But what about marine environments, aerospace components, or industrial equipment facing chemical exposure? This is where advanced finishes earn their higher price tags.
PVDF coatings, often known by brand names like Kynar, deliver exceptional UV stability and chemical resistance. These fluoropolymer finishes maintain color integrity for decades in direct sunlight, making them the standard for architectural facades and exterior aluminum extrusion trim in commercial buildings. The trade-off is cost and limited texture options compared to standard powder coating.
Micro-arc oxidation (MAO), also called plasma electrolytic oxidation, creates a ceramic-like layer that outperforms traditional anodizing in almost every metric. The process uses high-voltage plasma discharges to form a dense, crystalline oxide coating that bonds metallurgically to the aluminum substrate.
What sets MAO apart from standard anodizing?
MAO coatings typically appear in gray to black tones, limiting aesthetic options. But for D-profiles serving as anti-rotation inserts in machinery, sensor housings in harsh environments, or structural components in marine applications, appearance matters less than performance.
Not every D-profile needs a protective finish. Mill finish, the as-extruded surface with only natural oxidation, remains the most economical option for profiles that stay hidden or protected.
Consider a D-profile serving as an internal frame member inside an aluminum extrusion case. It never sees sunlight, moisture, or chemical exposure. Spending money on anodizing or powder coating adds cost without functional benefit. Mill finish delivers the structural performance you need at the lowest price point.
The limitations are real, though. Mill finish shows tool marks and die lines from the extrusion process. The natural oxide layer provides minimal corrosion protection, so any exposure to moisture or salt accelerates degradation. For visible applications or outdoor use, mill finish simply isn't appropriate.
Surface finish selection ties directly into quality expectations. Once you've specified a finish, you need to know how to verify that what arrives matches what you ordered. Inspection criteria become your protection against substandard deliveries.
Your D-profiles arrived. The packaging looks fine, the quantity matches the invoice, and the supplier included all the paperwork. But here's the question most buyers skip: do the profiles actually meet spec? Accepting a shipment without proper inspection can mean discovering problems mid-assembly, when rework costs skyrocket and project timelines collapse.
Quality inspection isn't about distrust. It's about protecting your project from the cumulative effect of small deviations that compound into big problems. A wall thickness that's 0.005" under spec might seem trivial until that profile fails under load. An undetected twist might not matter for decorative trim but becomes catastrophic in precision machinery.
Let's walk through exactly what to measure and what defects to look for before you sign off on any delivery of aluminum extrusion parts.
Every D-profile has critical dimensions that determine whether it fits your application. The challenge? Knowing which dimensions matter most and what variation is acceptable. Industry standards from The Aluminum Association and ANSI H35.2 provide the baseline, but you need to understand how these apply to your specific profile.
Here's your dimensional inspection checklist:
The tools you need depend on your precision requirements. Vernier calipers handle most measurements adequately. For tighter tolerances or complex cross-sections, coordinate measuring machines (CMM) provide the accuracy that aluminum extrusion services typically use for quality verification. Straight edges and feeler gauges work well for straightness checks without expensive equipment.
One practical tip: measure multiple pieces from each shipment, not just one. Variations can occur between different runs through the aluminum extrusion press, especially if the aluminum extrusion die wore during production. Sampling five to ten pieces from different bundles gives you confidence that the entire lot meets spec.
Dimensional accuracy means nothing if the surface is compromised. Surface defects affect appearance, coating adhesion, corrosion resistance, and sometimes structural integrity. Knowing what to look for helps you catch problems before they become your problem.
Start with visual inspection under good lighting. Natural daylight or bright LED illumination reveals defects that dim warehouse lighting hides. Examine both the curved back and flat face, paying special attention to transitions between surfaces.
Common surface defects to watch for:
For anodized profiles, coating thickness matters as much as appearance. Eddy current testing provides non-destructive measurement of oxide layer thickness in microns. Type II anodizing should measure 10-15 micrometers; Type III hardcoat reaches 35-50 micrometers. Thin coatings offer reduced protection and may indicate corners cut during processing.
Powder coating requires different checks. Beyond visual inspection for color consistency and gloss level, verify coating thickness with a magnetic or eddy current gauge. Standard architectural powder coatings run 50-150 micrometers. Check adhesion using the cross-hatch method specified in ASTM D3359.
Finding defects doesn't automatically mean rejecting the shipment. The question is whether the defects affect your application. Cosmetic die lines on profiles hidden inside machinery don't matter. The same defects on visible architectural trim are unacceptable.
Document everything with photographs and measurements. Clear documentation supports discussions with your supplier and provides evidence if disputes arise. Note the specific profiles affected, the nature of the defect, and how it deviates from specification.
Communicate promptly with your supplier. Reputable aluminum extrusion services want to know about quality issues because they indicate process problems that affect other customers too. Most suppliers will work with you on replacement, credit, or acceptance at reduced price for minor deviations.
Consider the economics carefully. Rejecting a shipment delays your project and may cost more than working with slightly out-of-spec material. But accepting substandard profiles that fail in service costs far more in warranty claims, rework, and reputation damage. Out-of-spec material that can't be used has value only as scrap, and the aluminum extrusion scrap price won't come close to recovering your costs.
Build inspection requirements into your purchase agreements upfront. Specify which dimensions are critical, what tolerances apply, and what surface quality standards you expect. Reference industry standards like ASTM B221 or the Aluminum Association's visual quality guidelines. Clear specifications prevent disputes and ensure both parties understand expectations before production begins.
With inspection criteria established, you're equipped to verify quality on incoming shipments. But what about the sourcing decision itself? Choosing between stock profiles and custom dies involves trade-offs that affect cost, lead time, and ultimately whether your project succeeds.
Should you grab a stock D-profile off the shelf or invest in a custom die? This decision shapes your project's budget, timeline, and ultimately whether the profile performs as intended. Get it right, and you'll have exactly what you need at a reasonable cost. Get it wrong, and you're stuck with profiles that don't fit, delays that blow your schedule, or tooling costs that never pay off.
The answer depends on volume, geometry requirements, and how much flexibility you have on dimensions. Let's break down when each path makes sense.
Stock D-profiles are standard shapes that aluminum extrusion companies keep in inventory. You'll find common sizes at distributors and mills, ready to ship within days. No tooling investment, no minimum order quantities beyond what fits on a pallet, and no waiting for die production.
The trade-off? Limited options. Stock profiles come in predetermined dimensions, alloys, and wall thicknesses. If your application needs a specific chord depth or an unusual outer diameter, you won't find it on the shelf. Stock works best for prototyping, small projects, replacement parts, or applications where you can design around available sizes.
Custom aluminum extrusion opens up complete design freedom. You specify the exact cross-section, and an aluminum extrusion manufacturer builds a die to produce it. The profile matches your requirements precisely, potentially integrating multiple features that would otherwise require separate components or secondary machining.
But custom comes with upfront costs. Die tooling for a simple solid D-profile typically runs $300 to $800. Hollow or semi-hollow D-profiles with internal features push costs to $800 to $2,000. Complex multi-void designs or large cross-sections can reach $2,000 to $5,000 or more. These are one-time charges, but they need to be amortized across your production volume to make economic sense.
When does custom tooling pay off? Consider the math. A $2,000 die used to produce 50,000 kg of aluminum adds just $0.04 per kilogram in tooling cost. But that same die producing only 500 kg adds $4.00 per kilogram, potentially doubling or tripling your material cost. The breakeven point varies by profile complexity and production volume, but most buyers find custom aluminum extrusions become cost-effective somewhere between 500 and 2,000 pounds of total production.
Lead time differs significantly too. Stock profiles ship in days. Custom dies require 7 to 20 working days for fabrication before first production even begins. If your project timeline is tight, stock may be your only realistic option regardless of cost considerations.
Even experienced buyers make errors that cost time and money. These mistakes often stem from incomplete specifications, assumptions about supplier capabilities, or overlooking downstream requirements. Here's what trips people up most often:
The most expensive mistake? Rushing the specification process. Taking an extra day to confirm dimensions, alloy, temper, finish, and tolerances prevents weeks of delays when the wrong profiles arrive. Build a complete specification document before requesting quotes, and review it with your engineering team to catch gaps before they become problems.
With sourcing strategy clear and common pitfalls identified, you're ready to assemble a complete specification package. The next step walks through exactly what information suppliers need to quote accurately and how to structure your RFQ for the best results.

You've made it through alloy selection, dimensional requirements, surface finishes, and quality criteria. Now comes the moment that ties everything together: building a specification document that gets you accurate quotes and profiles that actually work. Skip this step or rush through it, and you'll waste weeks chasing requotes, clarifications, and shipments that miss the mark.
Think of specification as a conversation with your future aluminum extrusion supplier. The clearer you communicate, the faster and more accurately they respond. Vague requests produce vague quotes. Complete specifications produce profiles that fit your application the first time.
Where do you start when you're figuring out where to buy aluminum extrusion for your project? Follow this decision sequence, and you'll arrive at a complete specification ready for supplier engagement:
Each step builds on the previous one. Rushing to step six without completing steps one through five guarantees problems. Take the time to work through each decision methodically.
When you approach aluminum extrusion manufacturers for quotes, incomplete information triggers back-and-forth that delays your project. Industry experience shows that complete RFQs receive quotes within 24 to 72 hours, while incomplete requests can drag on for weeks.
Your specification document should include:
For engineering teams using CAD software, include electronic files in common formats like IGS, DXF, or DWG alongside a PDF drawing. This allows suppliers to import your geometry directly into their quoting systems, reducing transcription errors and speeding response time.
If you're wondering how to cut aluminum extrusion after receiving your profiles, communicate this upfront. Some buyers prefer mill-length profiles they'll cut themselves; others need precise cut-to-length service from the supplier. Knowing your preference helps the supplier quote accurately and plan production efficiently.
The specification process becomes significantly easier when you work with an aluminum extrusion supplier capable of handling the entire journey from die development through finished parts. Instead of coordinating between separate die makers, extruders, finishers, and machine shops, a full-service partner manages the complete workflow.
What should you look for in a capable supplier? Consider these capabilities:
As an example of this integrated approach, Shengxin Aluminium's deep processing and custom extrusion services demonstrate what full-service capability looks like in practice. With over 30 years of experience and 35 extrusion presses ranging from 600T to 5500T capacity, they handle everything from die development through CNC machining and surface treatment. For buyers navigating custom D-profile sourcing, this kind of end-to-end support simplifies coordination and reduces the risk of miscommunication between separate vendors.
The value of integrated capability becomes clear when you need modifications mid-project. If your prototype reveals a design issue, a full-service supplier can adjust the die, re-extrude samples, and machine test parts without the delays of coordinating between multiple companies. This agility often matters more than small price differences between suppliers.
Before sending your RFQ, review your specification document against this checklist:
| Specification Element | Complete? | Notes |
|---|---|---|
| Cross-section drawing with dimensions | Yes/No | Include both PDF and CAD file formats |
| Critical tolerances identified | Yes/No | Call out which dimensions require tighter-than-standard tolerance |
| Alloy and temper specified | Yes/No | Use complete designation (e.g., 6061-T6) |
| Length requirements defined | Yes/No | Specify cut-to-length or mill random lengths |
| Surface finish detailed | Yes/No | Include color codes, thickness requirements, or "mill finish" if applicable |
| Secondary operations listed | Yes/No | Provide drawings for machining, drilling, or other fabrication |
| Quantities specified | Yes/No | Include prototype, initial, and annual volume estimates |
| Delivery timeline stated | Yes/No | Indicate whether timeline is flexible or fixed |
Send your RFQ to multiple aluminum extrusion manufacturers to compare capabilities and pricing. But don't choose solely on price. Evaluate responsiveness, technical questions asked, and willingness to discuss your application. A supplier who asks clarifying questions demonstrates engagement with your project. One who quotes immediately without questions may be making assumptions that lead to problems later.
When quotes arrive, compare them on equal terms. Ensure each supplier quoted the same alloy, temper, finish, and tolerances. Price differences often reflect different assumptions about specifications rather than actual cost advantages. Clarify any discrepancies before making your decision.
With your specification complete and suppliers engaged, you're positioned to source D-profiles that meet your requirements. But before finalizing your material choice, consider one more factor that increasingly influences procurement decisions: sustainability and recyclability credentials that matter to your customers and stakeholders.
You've worked through geometry, alloys, finishes, tolerances, and sourcing strategies. But there's one more factor worth considering before you finalize your D-profile purchase: sustainability. For buyers in green building projects or companies with environmental commitments, aluminum's recyclability credentials add genuine value beyond mechanical performance.
Here's a fact that surprises many first-time buyers: aluminum extrusions profiles can be recycled indefinitely without losing their mechanical properties. Unlike plastics that degrade with each recycling cycle, aluminum maintains its strength, corrosion resistance, and workability through repeated reprocessing.
The energy savings are substantial. Data from the International Aluminium Institute shows that recycling aluminum requires just 5% of the energy needed for primary production. Primary aluminum production consumes approximately 186 gigajoules per tonne, while recycled aluminum demands only about 8.3 gigajoules per tonne. That's a 95% energy reduction.
Aluminum is 100% recyclable and can be recycled indefinitely without losing its properties, making it one of the most sustainable building materials available for architectural and industrial applications.
What does this mean for your D-profile sourcing? Several practical benefits:
The aluminum extrusion market increasingly reflects this sustainability focus. American aluminum extrusion producers and global suppliers alike now track and report recycled content percentages, responding to buyer demand for environmentally responsible materials. If sustainability matters to your project or customers, ask suppliers about their recycled content options and environmental certifications.
You've covered a lot of ground. Before you request quotes or place orders, confirm you have clarity on these five key decisions:
Whether you're building aluminum extrusion frame kits for industrial automation, specifying handrails for an architectural project, or designing custom enclosures, the D-profile's combination of structural efficiency, mounting simplicity, and aesthetic appeal makes it a versatile choice. The flat face that defines this geometry isn't just a design detail. It's the functional feature that solves problems other profiles can't.
D shaped aluminum extrusions serve multiple functions across industries. The flat face provides anti-rotation when inserted into round bores, acts as a precision mounting surface for sensors and brackets, and serves as a linear guide for sliding components. Common applications include architectural handrails, industrial shaft guides, robotics end-effector mounts, furniture legs, and electronics enclosure edges. The geometry solves problems that round or square profiles cannot address, particularly where positional stability and easy mounting are required.
6063 aluminum is the architectural choice, offering excellent surface finish and extrudability for decorative or anodized applications. It has a yield strength of about 21 ksi in T5 temper. 6061 aluminum is the structural workhorse with nearly double the yield strength at 40 ksi in T6 temper, making it ideal for load-bearing applications. Choose 6063 when appearance matters and 6061 when strength is critical. Both alloys weld well, though welding reduces strength in the heat-affected zone.
Key dimensions include outer diameter equivalent (0.5 to 6 inches typical), flat face width (40-90% of diameter), wall thickness (0.040 to 0.188 inches), and chord depth (10-50% of diameter). When requesting quotes, provide a dimensioned drawing, specify alloy-temper designation (e.g., 6063-T5), surface finish requirements, cut lengths, and quantity. Suppliers like Shengxin Aluminium with 35 extrusion presses can work backward from your application requirements if exact dimensions are uncertain.
Stock profiles work best for prototyping, small projects, or when you can design around available sizes. They ship within days with no tooling investment. Custom dies cost $300 to $5,000 depending on complexity but offer exact specifications. Custom tooling becomes cost-effective at production volumes between 500 and 2,000 pounds. Lead time for custom dies runs 7 to 20 working days before first production. Full-service suppliers offering die development through CNC machining simplify the custom route significantly.
Four primary options exist: Mill finish is lowest cost but offers minimal corrosion protection, suitable for hidden components. Anodizing provides excellent corrosion resistance while maintaining dimensional precision, ideal for tight-tolerance assemblies. Powder coating offers unlimited color options but adds 50-150 micrometers thickness that may affect fits. PVDF and micro-arc oxidation deliver superior durability for marine, aerospace, or harsh industrial environments at higher cost. Choose based on your environment, appearance needs, and assembly tolerances.




 Интернет Сервис
Интернет Сервис 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 русский
русский English
English français
français Deutsch
Deutsch español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська