Ever wondered how aluminum profiles maintain that sleek, metallic appearance while standing up to years of wear and harsh environments? The answer lies in a fascinating electrochemical transformation called clear anodizing. Unlike paint or powder coating that simply sits on top of the metal, this process actually converts the aluminum surface into a transparent, ceramic-like protective layer.
Clear anodized aluminum extrusions are aluminum profiles that have undergone an electrochemical process to grow a hard, transparent layer of aluminum oxide (Al₂O₃) directly from the metal surface—creating protection that becomes an integral part of the material itself rather than an applied coating.
This distinction matters more than you might think. Because the oxide layer grows from the aluminum rather than being applied to it, the finish won't chip, peel, or flake like conventional coatings. You're essentially looking at aluminum that has transformed its outer surface into a durable ceramic shield while keeping its natural metallic beauty fully visible.
When you compare anodized aluminum extrusions to alternatives, the differences become immediately apparent. Mill finish aluminum—the raw state straight from the extrusion press—relies only on a naturally occurring oxide layer that's extremely thin and easily damaged. It offers minimal protection against scratches, corrosion, and environmental exposure.
Clear anodized aluminium takes a fundamentally different approach. Through controlled electrochemical processing, the protective oxide layer grows to thicknesses typically ranging from 5 to 25 micrometers—dramatically thicker than what nature provides. This enhanced layer delivers:
Colored anodizing, including popular options like bronze anodized aluminum, uses the same basic process but adds pigments into the porous oxide structure before sealing. While visually striking, clear finishes preserve the authentic aluminum aesthetic that architects and designers often prefer.
Imagine having the best of both worlds—the clean, modern appearance of natural aluminum combined with protection that can last 20 to 50 years or more. That's exactly what clear anodizing delivers. The transparent oxide layer allows the base metal's texture and character to show through while adding a uniform silver or light gray tone that enhances visual appeal.
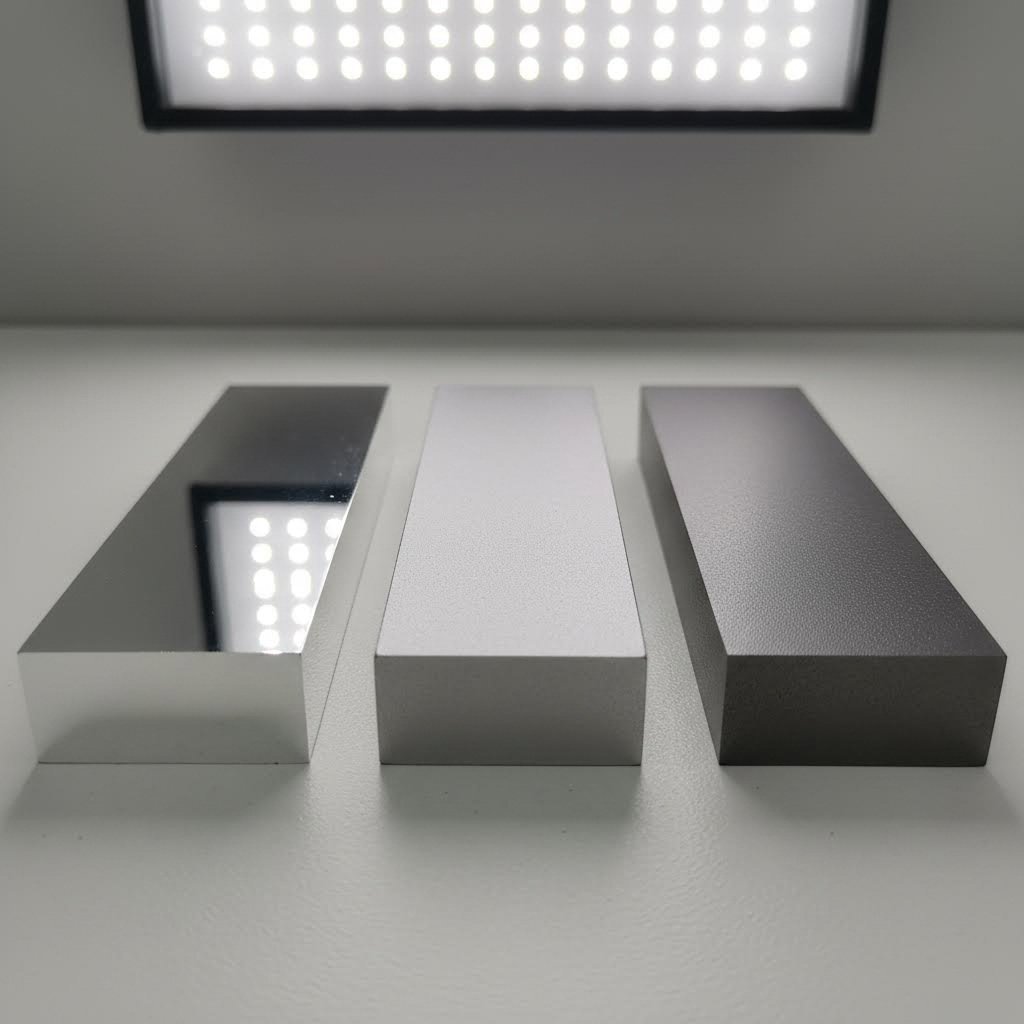
The final appearance depends on pre-treatment steps. You can achieve anything from a bright, reflective finish through polishing to a soft matte texture through chemical etching. Either way, the result is a surface that resists fingerprints, cleans easily, and maintains its appearance with minimal maintenance. For applications ranging from architectural window frames to furniture components, this combination of durability and aesthetics makes clear anodized extrusions the finish of choice.
So how exactly does aluminum transform its surface into a protective ceramic-like shield? The answer involves a carefully controlled electrochemical reaction that essentially accelerates what nature does slowly—but with far superior results. Understanding this process helps you appreciate why clear anodized aluminum extrusion delivers such consistent, long-lasting protection.
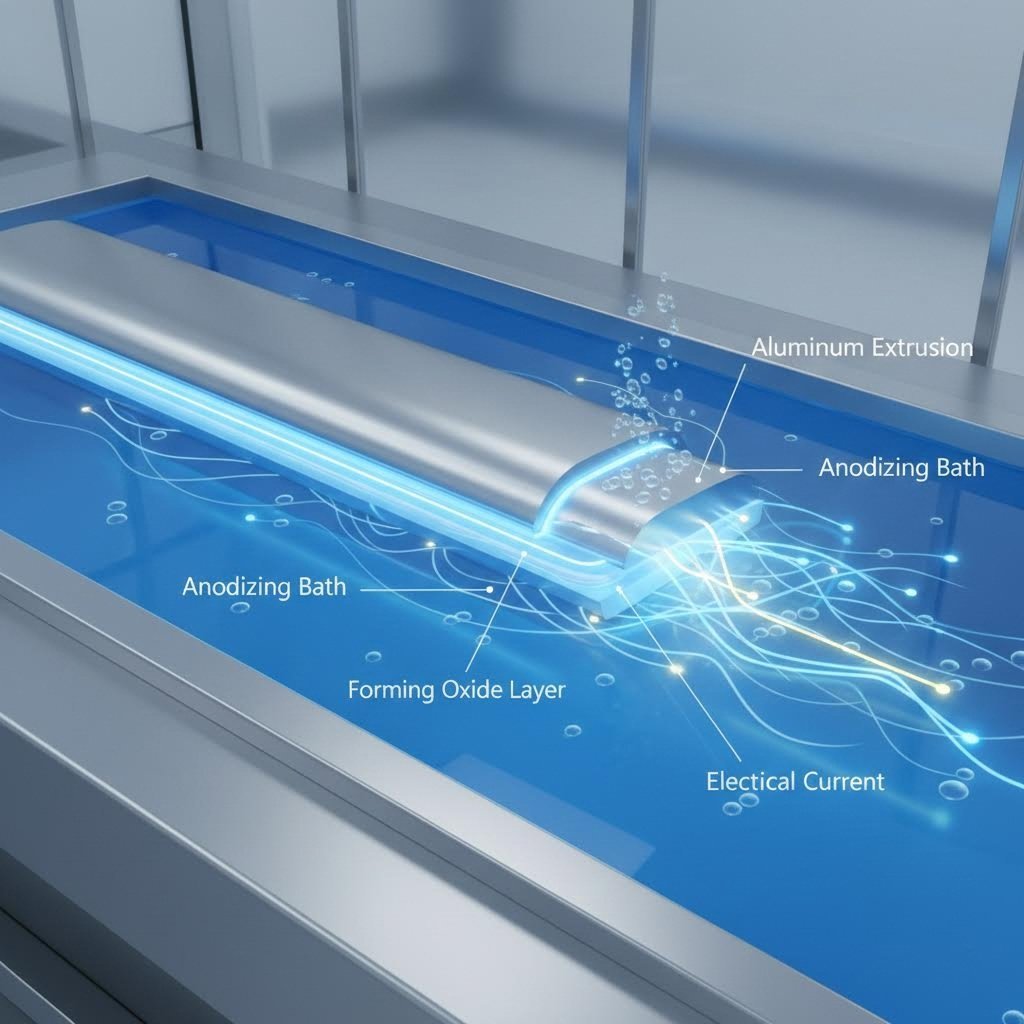
Picture the aluminum extrusion submerged in a tank filled with an electrolytic solution—typically sulfuric acid for most clear anodizing applications. When electrical current flows through this setup, something remarkable happens at the molecular level. The aluminum acts as the anode (positive electrode), while a cathode sits elsewhere in the tank. As current passes through the solution, oxygen ions are drawn to the aluminum surface where they react with aluminum atoms to form aluminum oxide.
Here's where it gets interesting. Unlike applied coatings that sit on top of the metal, this oxide layer actually grows from the aluminum itself. The process consumes a thin layer of the base metal while building an oxide film that penetrates slightly inward and extends outward. According to research from the Finishing and Coating journal, this growth occurs through a fascinating mechanism: oxide "flakes" form at preferred nucleation points, and repulsive forces between similarly charged flakes foster outward growth of the finish structure.
The result is a columnar nanostructure—imagine millions of tiny hexagonal columns packed tightly together, each with a central pore. This unique architecture is what makes the finish so durable and, importantly, transparent.
Why does the anodic layer remain clear rather than taking on color? The answer lies in chemistry. Since the thermodynamics at the substrate surface favor only aluminum oxidation, the resulting oxide is pure hydrated aluminum oxide—essentially aluminum hydroxide—which is naturally transparent. Alloying elements and contaminants get left behind at the interface rather than incorporating into the oxide structure.
The entire anodized extruded aluminum process follows a precise sequence:
The thickness of the resulting layer depends on how long the aluminum remains in the anodizing bath and the electrical parameters used. For standard clear finishes, processing typically produces oxide layers between 5 and 25 micrometers thick—substantial enough to provide decades of protection while remaining completely transparent to the eye.
What makes this process particularly valuable is that the anodic layer doesn't chip or peel like paint. Because it forms through chemical reaction with the base metal, it becomes an integral part of the aluminum itself. This molecular-level bond explains why anodized aluminum extrusion maintains its appearance and protection even under demanding conditions—a critical factor when selecting finishes for architectural or industrial applications that need to meet specific standards.
When specifying aluminum profile extrusions for critical applications, you'll quickly encounter references to military specifications, ASTM standards, and industry classifications. Sounds complex? It doesn't have to be. These standards exist to ensure consistent quality and performance—and understanding them helps you specify exactly what your project requires.
The anodizing industry relies on several key specifications that define everything from coating thickness to corrosion resistance testing. Whether you're sourcing extruded aluminum profile for aerospace components or architectural installations, knowing these standards ensures you get the performance characteristics your application demands.
The MIL-A-8625 specification serves as the foundation for anodizing standards across industries. Originally developed for military and aerospace applications, this specification now forms the basis for most anodizing requirements—including many proprietary specifications used by individual companies. It covers six types and two classes of anodic coatings, establishing requirements for:
The specification also addresses practical considerations like acceptable contact marks, workmanship standards, and inspection protocols. For clear anodized finishes, you'll typically reference Class 1 (non-dyed coatings) within the appropriate Type designation.
Complementing MIL-A-8625, the ASTM B580 standard provides additional specification codes for commercial applications. You'll often see references like Code 202 (Type II, Class 1, non-dyed) or Code 207 (Type III, Class 1, non-dyed) when specifying clear finishes for large aluminium extrusions.
For architectural applications, the American Architectural Manufacturers Association (AAMA) standards come into play. These specifications address the unique demands of building facades, window frames, and exterior trim—where UV exposure, weather resistance, and long-term appearance retention matter most.
The anodizing world divides into three primary types, each producing different coating characteristics suited to specific applications. Here's where specification details directly impact your project's performance:
| Anodizing Type | Thickness Range | Hardness Characteristics | Typical Applications |
|---|---|---|---|
| Type I (Chromic Acid) | 0.5 – 7.5 micrometers | Thin, flexible coating with good corrosion resistance | Aerospace components, fatigue-critical parts, applications requiring thin coatings |
| Type II (Sulfuric Acid) | 1.8 – 25.4 micrometers | Moderate hardness with excellent balance of durability and aesthetics | Architectural profiles, consumer products, general industrial applications |
| Type III (Hard Anodize) | 25+ micrometers (typically 0.002" ± 0.0002" per MIL-STD-171) | Extremely hard, approaching ceramic-level wear resistance | High-wear components, hydraulic cylinders, military equipment, harsh environments |
For most clear anodized aluminum extrusions in architectural and commercial applications, Type II sulfuric acid anodizing hits the sweet spot. It provides coating thicknesses substantial enough for excellent protection while remaining thin enough to preserve sharp profile details and tight tolerances.
When working with precision components, remember that anodizing increases part dimensions. The general rule: part size growth equals approximately 50% of coating thickness. A 25-micron Type III coating adds roughly 12.5 micrometers to external dimensions. For Type II clear finishes, this growth is proportionally smaller but still requires consideration for tight-tolerance assemblies.
The class designation within each type indicates whether the finish is dyed or remains clear:
For clear anodized finishes, you'll specify Class 1 combined with your required Type. A typical specification might read: "MIL-A-8625, Type II, Class 1" or reference the equivalent AMS 2471 standard for sulfuric acid anodizing without dye.
Understanding these specifications becomes particularly important when evaluating suppliers or comparing quotes. A vendor claiming "anodized finish" without referencing specific standards leaves too much room for interpretation. Knowing exactly which Type, Class, and thickness range your application requires ensures you receive consistent, verifiable quality—especially critical when the alloy composition of your extrusions directly influences how well they accept the anodizing process.
Here's something that might surprise you: two aluminum extrusions processed in the same anodizing tank, at the same time, with identical parameters can emerge looking completely different. The culprit? Their alloy composition. When it comes to achieving that pristine, transparent finish on clear anodized aluminum extrusions, the alloy you choose matters more than almost any other factor.
Think of it this way—the anodizing process essentially grows a protective layer from the aluminum itself. Whatever elements are mixed into that aluminum become part of the equation. Some alloying elements cooperate beautifully with the process, producing crystal-clear oxide layers. Others create cloudy, discolored, or inconsistent finishes that fall short of expectations.
If you've worked with architectural aluminum or browsed specifications for window frames and decorative profiles, you've likely noticed 6063 aluminum appearing repeatedly. There's a reason this alloy dominates architectural applications—it produces exceptionally clear, consistent anodized finishes that other alloys simply can't match.
What makes 6063 special? Its chemical composition creates ideal conditions for uniform oxide layer growth. With magnesium content between 0.45% and 0.90% and silicon between 0.2% and 0.6%, this alloy contains fewer elements that interfere with the anodizing process. The result is a bright, pristine finish with minimal color variation across the entire surface.
Compare this to 6061 aluminum—a close relative often used for structural applications. While 6061 offers superior strength (tensile strength of 45,000 psi in T6 temper versus 35,000 psi for 6063-T6), it contains higher copper content (0.15% to 0.4% versus less than 0.10% in 6063). This additional copper can cause subtle yellowing or graying in clear anodized finishes.
The 5005 alloy deserves mention here as well. According to industry analysis from Sasa Aluminum, 5005 excels in color consistency and provides excellent results for architectural panels and facades requiring uniform appearance.
Understanding why certain alloys perform better requires looking at what happens at the microscopic level during anodizing. The oxide layer grows through an electrochemical reaction that ideally produces pure aluminum oxide. However, alloying elements can form what metallurgists call intermetallic compounds—microscopic particles that don't anodize uniformly with the surrounding aluminum.
Here's a practical breakdown of common alloys and their anodizing characteristics:
The copper and zinc in 2xxx and 7xxx series alloys create particular problems. These elements form intermetallic particles that either anodize at different rates than the surrounding aluminum or don't anodize at all. The result is a non-uniform surface with visible discoloration—acceptable for hidden structural components but problematic for visible architectural elements.
When specifying aluminum extrusion custom profiles for applications where appearance matters, always confirm the alloy designation with your supplier. A specification like "6063-T5" or "6063-T6" tells you exactly what to expect from the anodizing process. Mixed alloy assemblies present another challenge worth noting—using different alloys in the same visible application can lead to noticeable color mismatches after anodizing, even when all components receive identical processing.
For architectural projects requiring the most consistent clear anodized appearance across aluminum extrusion bar stock, profiles, and custom shapes, 6063 remains the gold standard. Its combination of excellent extrudability, good corrosion resistance, and superior anodizing response makes it the natural choice when visual quality cannot be compromised.
Now that you understand how alloy selection influences anodizing results, a bigger question emerges: should you choose clear anodizing at all? With powder coating, painted finishes, and colored anodizing all competing for your attention, making the right decision requires understanding what each option actually delivers—and where each falls short.
The finish you select affects far more than aesthetics. It determines maintenance requirements, lifespan expectations, repair options, and long-term costs. Let's break down how clear anodized aluminum extrusions compare against every major alternative so you can match the right finish to your specific application.
This comparison comes up constantly—and for good reason. Both finishes offer excellent durability, but they achieve protection through fundamentally different mechanisms. Understanding these differences helps you choose wisely.
Powder coating applies a dry polymer powder electrostatically to the aluminum surface, then cures it in an oven to form a hard protective shell. According to industry research, powder coatings produce thicker, more uniform layers than liquid paints and emit minimal volatile organic compounds during application.
Clear anodizing, by contrast, grows protection from the aluminum itself rather than applying a separate layer on top. This integral bond means the finish cannot chip, peel, or delaminate—a vulnerability powder coatings face under impact or abrasion.
Here's where the practical differences become clear:
For aluminum extrusion furniture and interior applications where color flexibility matters most, powder coating often makes sense. For storefronts, handrails, and anywhere abrasion resistance takes priority, clear anodizing delivers superior long-term performance.
Choosing between clear and colored finishes involves more than personal preference. Each option carries distinct advantages depending on your project requirements.
Clear anodizing preserves aluminum's natural metallic character—that clean, modern aesthetic architects often specify for contemporary designs. The transparent oxide layer reveals surface texture while adding a subtle silver-gray uniformity. This authentic material expression simply cannot be replicated with pigmented finishes.
Colored anodizing, including popular champagne anodised aluminium and bronze tones, offers aesthetic variety while maintaining the integral protection of the anodizing process. However, colors can fade over time, particularly in exterior applications with significant UV exposure. Clear finishes avoid this concern entirely since there's no pigment to degrade.
PVDF (polyvinylidene fluoride) coatings represent the premium option for colored architectural aluminum. These fluoropolymer-based finishes, according to XtraMetal's technical analysis, provide exceptional weather and UV protection while maintaining color and gloss for decades. They excel on building facades, curtainwall systems, and metal roofing where long-term color retention justifies higher costs.
The following comparison covers the five primary finish options you'll encounter when specifying aluminum extrusions:
| Finish Type | Appearance | Durability | Cost Considerations | Best Applications |
|---|---|---|---|---|
| Clear Anodized | Natural metallic silver-gray; reveals base metal texture; uniform appearance | Excellent abrasion and corrosion resistance; renewable through cleaning; 20-50+ year lifespan | Moderate initial cost; minimal maintenance expense; no recoating needed | Storefronts, handrails, architectural trim, high-traffic doors, industrial equipment |
| Colored Anodized | Bronze, black, champagne, gold tones; metallic luster preserved; some color variation possible | Same integral protection as clear; color may fade over extended UV exposure | Slightly higher than clear; thicker coatings improve color retention | Decorative facades, window frames, furniture accents, interior design elements |
| Powder Coated | Unlimited colors; matte to high-gloss options; textures available; consistent batch-to-batch | Good chip and scratch resistance; vulnerable to impact damage; excellent chemical resistance | Cost-effective for most colors; custom colors may require minimum quantities | Outdoor furniture, automotive trim, appliances, interior architectural elements |
| PVDF/Liquid Paint | Broadest color range; metallic effects; custom matching available | Superior UV and weather resistance (AAMA 2605 specification); 20+ year warranties available | Higher initial cost; chrome pretreatment adds expense; field touch-up challenging | Curtainwall systems, metal roofing, exterior facades, landmark architectural projects |
| Mill Finish | Raw aluminum appearance; visible extrusion marks; inconsistent surface quality | Minimal protection; natural oxide layer extremely thin; prone to staining and corrosion | Lowest initial cost; highest long-term maintenance; may require eventual finishing | Hidden structural components, temporary applications, parts to be painted on-site |
Each finish carries trade-offs worth considering before finalizing your specification.
When seeking cheap aluminium extrusion solutions, the finish decision directly impacts total cost of ownership. Mill finish offers the lowest upfront price but provides minimal protection—often false economy when maintenance and replacement costs accumulate. Clear anodizing adds moderate initial expense but dramatically reduces long-term maintenance requirements.
Consider these decision factors:
The most cost-effective choice depends entirely on your specific situation. A storefront door receiving thousands of daily contacts demands anodizing's durability regardless of initial cost. A decorative interior panel might perform perfectly well with powder coating at lower expense.
Whatever finish you select, specifying appropriate thickness and quality standards ensures you receive the performance your project requires. Understanding durability characteristics and maintenance requirements—the focus of our next section—helps you set realistic expectations for long-term performance.

You've selected the right alloy, specified the appropriate anodizing type, and chosen clear over alternative finishes. But here's the question that ultimately matters most: how long will that pristine finish actually last? And what does it take to keep it looking its best year after year?
The durability of clear anodized aluminum extrusions often exceeds expectations—but only when you understand what the finish can handle and how environmental factors influence its performance. Let's explore exactly what you can expect from properly specified anodized profiles across different conditions.
The anodized oxide layer acts as a permanent barrier between the aluminum substrate and the outside world. Unlike applied coatings that can allow moisture to penetrate at weak points, this integral layer provides continuous protection across the entire surface. According to technical documentation from Shengxin Aluminium, the oxide layer shields the underlying aluminum from environmental factors like moisture and chemicals that would otherwise cause corrosion.
Here's what makes this protection so effective:
One important caveat: while the oxide layer resists neutral and mildly alkaline conditions well, highly acidic or highly alkaline substances can attack it over time. Avoid contact with strong acids, uncured concrete, mortar, or aggressive cleaning chemicals.
How long will your clear anodized extrusions actually last? The answer depends heavily on where they're installed and how they're maintained. Here's what you can realistically expect:
Thicker anodic coatings generally deliver longer service life. Type III hard anodizing, with its substantially thicker oxide layer, provides the ultimate durability for demanding industrial applications. For architectural uses, Type II coatings meeting AAMA 611 or similar specifications offer an excellent balance of protection and appearance.
One of clear anodizing's greatest advantages is how little maintenance it requires. Unlike painted surfaces that need periodic recoating, anodized aluminum can maintain its appearance indefinitely with simple cleaning. Here's the approach that works:
Routine Cleaning Protocol:
For most installations, cleaning two to four times per year maintains optimal appearance. High-traffic areas or coastal locations may benefit from more frequent attention.
Products and Practices to Avoid:
As Light Metals Coloring advises, even basic chemicals such as bleach or ammonia can damage the anodized layer, potentially leading to scratches and a compromised finish.
What about scratches or minor damage? Light surface marks often clean off with gentle washing—they're frequently residue from contact rather than actual damage to the oxide layer. Deeper scratches that expose bare aluminum are more challenging. Touch-up paints exist but rarely match perfectly. For critical visible surfaces, replacement of the affected component may be the best solution.
With proper alloy selection, appropriate specification, and basic maintenance, clear anodized aluminum extrusions deliver decades of reliable performance. The next step is knowing how to verify quality when evaluating suppliers and incoming materials—ensuring the finish you specified is actually what you receive.
You've specified the right alloy, selected appropriate anodizing standards, and chosen a supplier. But how do you know the finished product actually meets your requirements? Evaluating clear anodized aluminum quality requires knowing exactly what to look for—and understanding which defects signal serious problems versus minor cosmetic variations.
Quality verification matters because defects in anodized finishes often become permanent. Unlike paint that can be stripped and reapplied, a poorly executed anodizing process cannot be easily corrected. Catching problems before installation saves significant time and expense.
Professional anodizers follow established inspection protocols based on AAMA 611 test requirements. Understanding these criteria helps you evaluate incoming materials with the same rigor.
According to Can Art's quality specifications, proper visual inspection follows a specific protocol: examine the coating at a distance of 3 meters (10 feet) from the metal surface, viewed at a 90-degree angle in natural daylight. This standardized approach prevents overly critical assessments of minor variations that remain invisible during normal use.
Here's a practical checklist for evaluating clear anodized aluminum quality:
One important consideration: minor flow lines or structural streaking inherent to the extrusion process are typically acceptable per industry standards. These subtle variations result from the metal forming process rather than anodizing defects.
When aluminum extrusion defects occur during anodizing, they typically fall into recognizable patterns. According to technical analysis from Worthwill Aluminium, surface defects account for the highest rejection rates among all anodizing issues.
Watch for these common problems:
The most critical defect to watch for is inadequate sealing. An unsealed or poorly sealed oxide layer remains porous and vulnerable to staining, corrosion, and premature degradation. The Michael Clarke abrasion test identifies sealing problems—rubbing the surface should produce no chalk-like pickup on properly sealed finishes.
When evaluating suppliers, ask about their quality control procedures. Reputable anodizers maintain computer-automated systems that monitor tank sequencing, temperature, voltage, current, and processing time throughout the entire line. They also conduct laboratory testing including coating weight verification, seal quality assessment, and thickness measurements—with records retained for a minimum of five years.
Knowing how to identify quality issues positions you to have informed conversations with suppliers and catch problems before they become costly installation failures. This evaluation capability becomes particularly valuable when sourcing from new vendors or specifying clear anodized extrusions for critical applications across different industries.

Where do all these technical specifications and quality considerations actually come into play? Clear anodized aluminum extrusions show up in more places than you might realize—from the storefront you walked past this morning to the space station orbiting overhead. Understanding how different industries leverage this finish helps you see why specific characteristics matter for your own projects.
The combination of durability, corrosion resistance, and natural metallic aesthetics makes clear anodizing the preferred choice across remarkably diverse applications. Let's explore where these extrusions excel and why each industry chooses this particular finish.
The building and construction sector represents the largest market share for extruded aluminum products—and clear anodizing dominates architectural specifications for good reason. When architects specify aluminum extrusion window frames, storefronts, and curtain wall systems, they're choosing a finish that maintains its appearance for decades with minimal maintenance.
Consider what architectural aluminum extrusions face daily: UV exposure, temperature swings, rain, pollution, and constant human contact. Clear anodizing handles all of these challenges while preserving the clean, modern aesthetic that defines contemporary architecture.
Key architectural applications include:
A notable example comes from the Mirabella Retirement Community in Portland, Oregon, which achieved LEED Platinum certification partly through its use of anodized aluminum systems. The project specified black anodized custom railings, trellis structures, and canopy systems—demonstrating how anodizing supports sustainable building design through aluminum's recyclability and the finish's exceptional longevity.
Beyond architecture, industrial aluminum profiles find applications wherever durability, precision, and clean aesthetics matter. Manufacturing facilities, transportation systems, and commercial equipment all benefit from clear anodizing's protective qualities.
Industrial applications leverage anodizing for:
Even NASA relies on anodized aluminum for critical applications. According to documentation from Boeing and NASA, the International Space Station uses anodized extruded aluminum trusses because the finish provides superior optical properties and thermal control in the extreme temperature swings of space. Gold anodized handrails help astronauts navigate during spacewalks, standing out visually against silver truss structures.
Furniture design represents another growing application. Modern and industrial design styles embrace aluminum's metallic character for:
Consumer products round out the application landscape. Anodized aluminum appears in cookware, appliances, sporting goods, and electronics where the finish combines safety, durability, and visual appeal. The protective oxide layer is completely non-toxic and stable, making anodized aluminum safe for food contact applications.
What unites all these applications is a common requirement: long-term performance without ongoing maintenance costs. Whether protecting a building facade for 30 years or ensuring a space station component survives orbital conditions, clear anodizing delivers proven results. The question becomes finding a supplier capable of delivering the quality your specific application demands.
You understand the technical specifications, know which alloy produces the best clear finish, and can spot quality issues before they become problems. But here's the challenge that brings everything together: finding an aluminum extrusion supplier capable of delivering on all these requirements consistently. The wrong choice means missed deadlines, quality inconsistencies, and projects that fall short of expectations.
Selecting a custom aluminum extrusion manufacturer involves evaluating far more than price quotes. The supplier you choose becomes a partner in your project's success—their capabilities, quality systems, and technical expertise directly influence what arrives at your facility. Let's walk through exactly what separates capable aluminum extrusion services from those that leave you scrambling to fix problems.
When evaluating potential suppliers, certain capabilities serve as reliable indicators of their ability to deliver quality clear anodized aluminum extrusions. According to industry guidance from Aluphant, press capacity alone defines what profiles a supplier can actually produce—and a wider range of press sizes translates to greater project flexibility.
Here's what to evaluate during your supplier assessment:
As Semano Inc. emphasizes, an experienced company will have a deep understanding of the anodizing process and a proven track record of delivering quality work. Experience and expertise show through in how suppliers communicate—capable manufacturers provide DFM (Design for Manufacturability) feedback, offer feasibility assessments, and share inspection documentation proactively.
The most capable aluminum extrusion suppliers offer end-to-end support that eliminates coordination headaches. Instead of managing separate vendors for extrusion, machining, and finishing, you work with a single partner responsible for the complete process.
Consider what this integrated approach delivers:
Typical lead time benchmarks from capable suppliers include 10–20 days for die manufacturing, 7–15 days for extrusion production, and 5–10 days for surface finishing—totaling 4–6 weeks for standard projects. Ask how suppliers manage production scheduling during peak seasons; facilities with ERP-based systems generally deliver more consistently.
For example, Shengxin Aluminium demonstrates what comprehensive capability looks like in practice. With over 30 years of industry experience, their facility houses 35 extrusion presses ranging from 600T to 5500T—covering everything from delicate precision profiles to heavy structural components. Their integrated CNC machining centers handle precise cutting, drilling, and bending, while in-house surface treatment options include anodizing in custom colors like champagne and rose gold, powder coating, PVDF, and micro-arc oxidation. This type of die-development-to-mass-production support under one roof represents the integration level that simplifies complex projects.
Certifications provide objective verification of a supplier's process control and quality commitment. Professional aluminum extrusion manufacturers should provide:
These certifications show commitment to traceability and repeatable quality—essential factors for industrial customers with long-term supply needs.
Strong technical communication differentiates professional suppliers from simple traders. During your evaluation process, pay attention to how potential partners respond to technical questions. Capable suppliers will:
The supplier relationship you establish today influences project outcomes for years to come. By evaluating press capacity, machining integration, surface treatment control, and quality systems systematically, you position yourself to work with partners who deliver consistent results, lower rework rates, and predictable lead times. That due diligence investment pays dividends every time clear anodized profiles arrive meeting—or exceeding—your specifications.
Clear anodized aluminum undergoes an electrochemical process that grows a transparent, ceramic-like aluminum oxide layer directly from the metal surface. Unlike mill finish aluminum with only a thin natural oxide layer, clear anodizing produces coatings 5-25 micrometers thick that cannot chip, peel, or flake. This integral protection delivers superior corrosion resistance (336+ hours salt-spray testing), ceramic-level hardness for scratch protection, and UV stability—while preserving the natural metallic appearance.
Anodized aluminum extrusions come in various finishes including clear (natural metallic silver-gray), bronze, champagne, black, and gold tones. Clear anodizing preserves the authentic aluminum aesthetic, while colored options add pigments into the oxide structure before sealing. Surface textures range from bright reflective finishes achieved through polishing to soft matte textures from chemical etching. Suppliers like Shengxin Aluminium offer custom anodizing colors including champagne and rose gold to match specific design requirements.
6063 aluminum produces the most exceptional clear anodized finishes and dominates architectural applications. Its composition—magnesium (0.45-0.90%) and silicon (0.2-0.6%)—creates ideal conditions for uniform oxide layer growth with minimal color variation. While 6061 offers superior strength (45,000 psi vs 35,000 psi), its higher copper content can cause subtle yellowing. For projects requiring consistent clear appearance, 6063-T5 or 6063-T6 specifications ensure optimal anodizing results.
Clear anodized aluminum delivers impressive longevity across environments: 40-50+ years for architectural interiors, 25-40 years for protected exteriors, 20-30 years for exposed facades, and 15-25 years in coastal settings. The anodized layer provides continuous protection against UV exposure, moisture, and corrosion. Proper maintenance—simple cleaning with mild soap 2-4 times yearly—extends service life significantly. Thicker Type III hard anodizing offers ultimate durability for demanding industrial applications.
Evaluate suppliers based on extrusion press range (600T-5500T covers diverse requirements), in-house die design capabilities, integrated CNC machining, and controlled anodizing processes with bath monitoring systems. Look for ISO 9001 certification, dimensional inspection per EN755-9 standards, and traceable quality documentation. Comprehensive suppliers like Shengxin Aluminium offer end-to-end support from die development to mass production with 35 extrusion presses and complete surface treatment options—streamlining communication and ensuring consistent quality.




 Интернет Сервис
Интернет Сервис 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 русский
русский English
English français
français Deutsch
Deutsch español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська