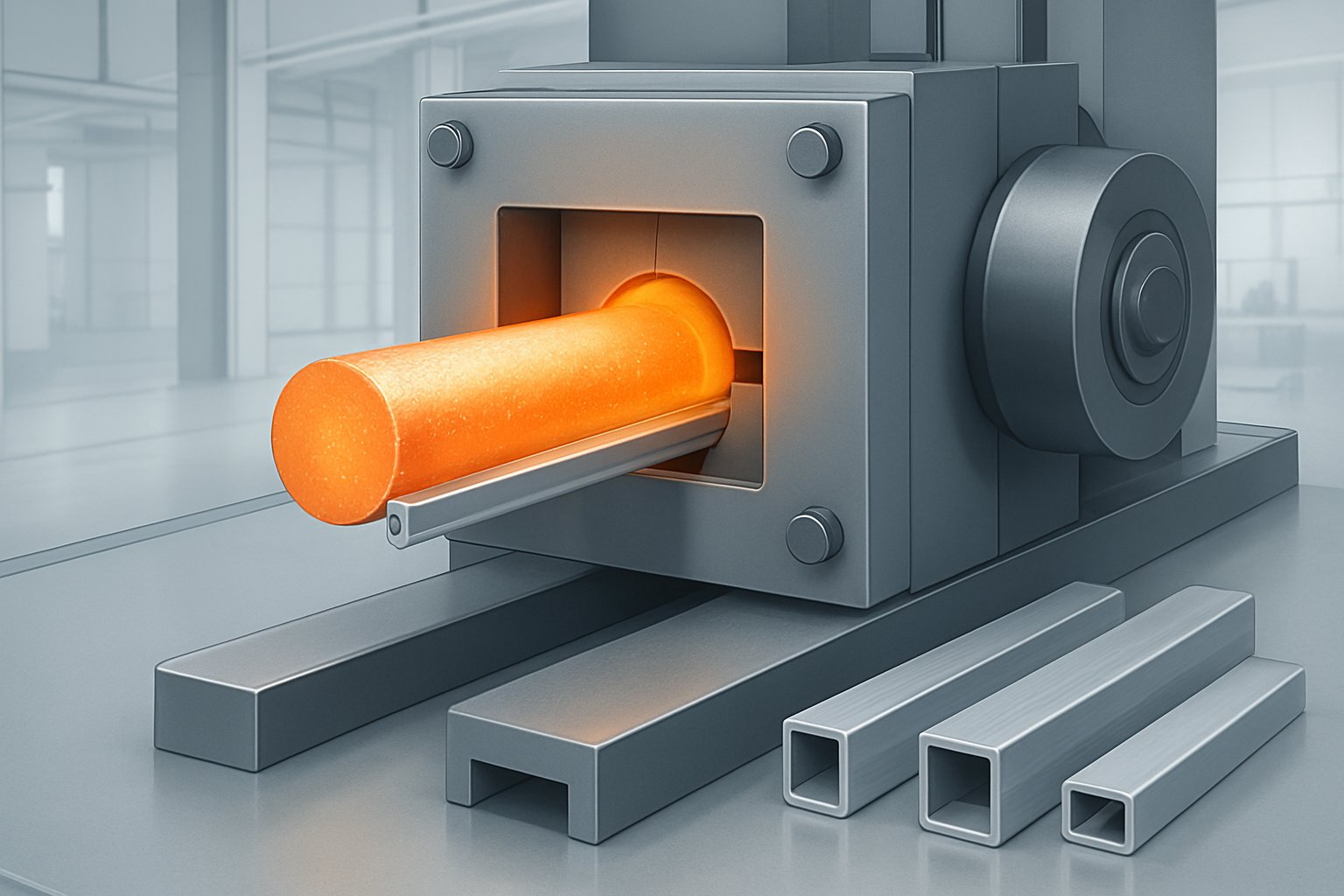
What is an aluminum extrusion? In plain English, it means two related things. First, it is a manufacturing method where heated aluminum is pushed through a shaped die. Second, it is the finished part that comes out of that process, a long profile with the same cross-section from end to end.
An aluminum extrusion is both the process of shaping heated aluminum through a die and the constant-cross-section profile produced by that process.
A simple aluminum extrusion definition starts with shape-making. Manufacturers heat an aluminum billet until it is formable, then force it through a die that controls the final profile. The result can be a rod, tube, channel, frame member, or a more complex custom shape. If you have wondered what is aluminum extrusion, that is the core idea.
This is where people get tripped up. Someone may say, "We use aluminum extrusion," meaning the production method. Another person may say, "Order the extrusion," meaning the finished profile itself. That overlap explains why the extruded aluminum definition can sound fuzzy at first. If you are asking what is extruded aluminum, think of the part after it leaves the die, cools, and is cut to length.
Quick takeaway: "extrusion" can mean the method or the part. Context tells you which one is intended.
Knowing what does extruded aluminum mean helps you read quotes, drawings, and supplier conversations more accurately. It also sets up the bigger questions: how the process works, which profile choices are easy or difficult to make, what drives cost, and where these parts perform best. Terms like billet, die, ram, quench, and aging start to matter fast once the conversation moves from definition to real manufacturing decisions.
Shop language gets technical fast. A quote may mention an aluminum extrusion press, an aluminum extrusion die, quenching, stretching, and aging in just a few lines. For a beginner, that can sound like a different language. In practice, these terms are simply labels for the stock material, the shaping tools, and the steps that turn hot aluminum into a usable profile. This quick glossary makes the rest of the article easier to read and helps separate the die itself from the wider set of aluminum extrusion equipment around it.
| Term | Meaning |
|---|---|
| Billet | A cut length of extrusion ingot, usually a cylindrical piece of aluminum alloy loaded into the press. |
| Container | The chamber in the press that holds the billet while pressure is applied. |
| Hydraulic ram | The force-applying component that pushes the billet forward. |
| Die | The shaped steel tool with an opening that gives the profile its cross-section. |
| Press | The machine that combines the container, ram, and die to perform extrusion. |
| Quench | Rapid cooling by air, water, or another medium to help retain desired properties. |
| Stretcher | Equipment that grips and pulls the extrusion to improve straightness and meet specs. |
| Cut-to-length | Sawing or shearing a long extrusion into specified lengths. |
| Aging | A natural or thermal treatment that changes the alloy's properties and helps set final temper. |
| Runout table | The support table that guides the hot profile after it exits the die. |
An aluminum extrusion machine is rarely just one standalone unit. The press supplies force, but the full line includes ovens, handling systems, saws, and straightening equipment. In one common production sequence, dies are preheated to over 400 C and billets are heated to about 400 to 500 C before loading, as outlined by Pennex. That is why manufacturers often talk about aluminum extrusion machines in the plural. The shaping happens at the die, but consistent results depend on the whole chain of aluminum extrusion equipment working together.
Most supplier language falls into three buckets. Some words name the starting material, such as billet. Some name the tooling, such as press or die. Others name what happens to the profile after it exits, such as quench, stretch, cut-to-length, and aging. Read that way, a technical datasheet becomes much less intimidating. It becomes a sequence of actions, each one affecting flow, straightness, surface condition, and final properties. That sequence is where extrusion stops being a glossary term and starts behaving like a manufacturing process.
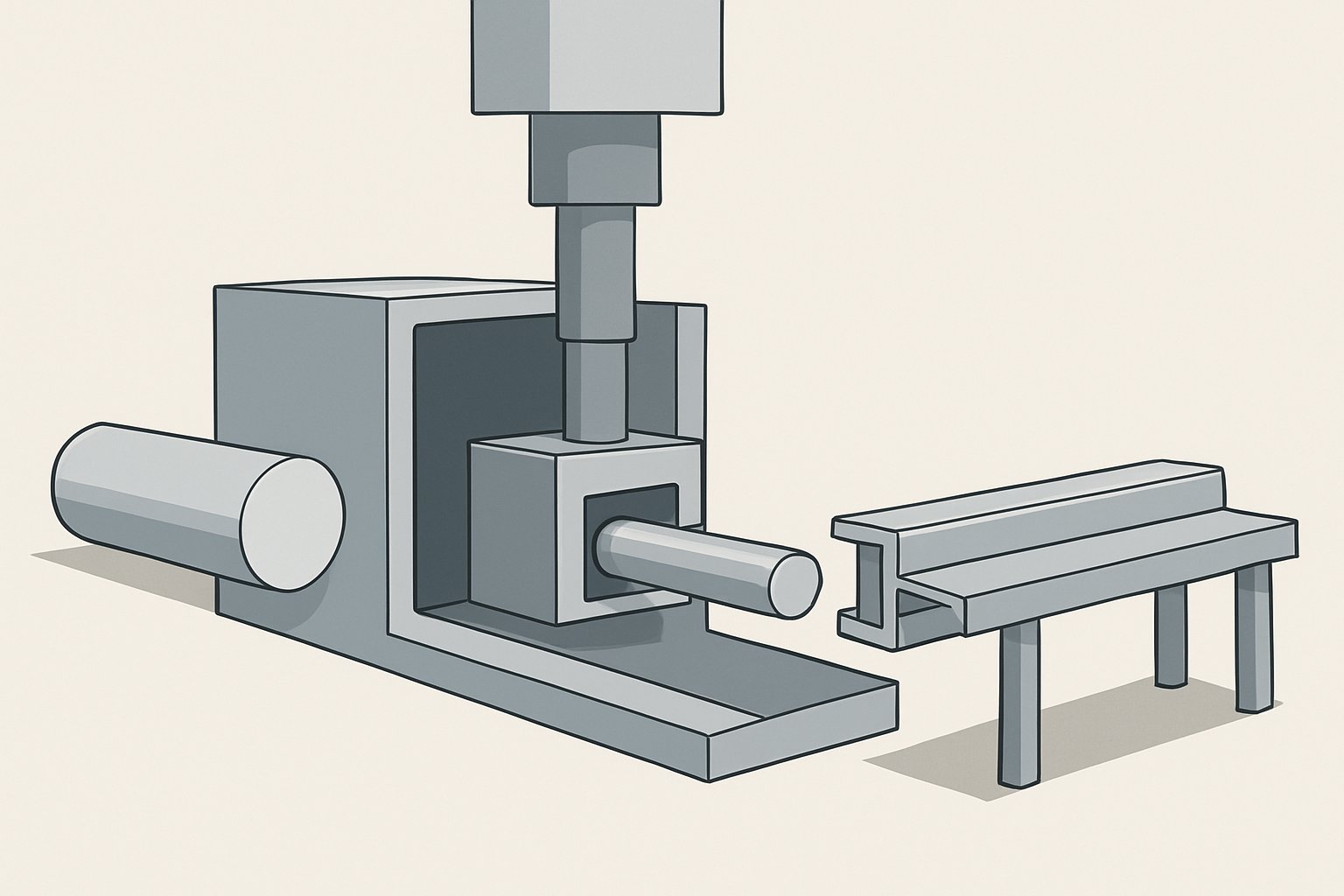
On the press line, those shop terms quickly turn into a sequence of heat, force, cooling, and correction. The easiest way to understand how aluminum extrusion is made is to follow one billet from the oven to the saw. In the most common direct aluminum extrusion process, the billet is softened, loaded into the press, pushed through a shaped die, then cooled, straightened, cut, and aged. So, how does aluminum extrusion work in practical terms? It works by controlling metal flow at every stage, because each stage affects accuracy, strength, straightness, and surface quality.
A useful extrusion process definition is controlled plastic flow, not melting. The metal is heated until it becomes malleable, then forced through a die that sets the cross-section. Process guides from RapidDirect and Flexi Profiles place billet heating around 400 C to 500 C, while die preheating is often around 450 C to 500 C.
This is the heart of the extrusion process. When people ask how does aluminum extrusion work, this pressure-driven shaping step is usually what they mean. Still, the profile is only partly finished at this stage.
That full aluminum extrusion process may sound linear, but the geometry behind the profile changes the difficulty of almost every step. A simple solid bar behaves very differently from a hollow tube or a semi-hollow channel, which is where profile types start to matter.
Profile geometry changes more than appearance. It affects how the metal flows, what internal spaces are possible, and where a section works best in the real world. That is why the main types of extruded aluminum are usually grouped by cross-section first, then by recognizable shapes such as channels, tubes, rails, and frame members.
Manufacturers commonly sort an aluminum extrusion profile into three broad categories. A solid shape has no enclosed space, like flat stock or many open channels. A hollow shape fully encloses at least one void, as with an extruded aluminum tube or pipe. A semi-hollow shape has a partially enclosed space, often a very tight channel or opening that almost closes on itself.
| Profile type | Internal voids | Relative die difficulty | Typical use cases |
|---|---|---|---|
| Solid | No enclosed voids | Generally lower | Supports, bars, open channels, brackets |
| Hollow | One or more fully enclosed voids | Higher | Frames, conveyors, lightweight structural members, tubing |
| Semi-hollow | Partially enclosed spaces | Moderate to high | Special rails, narrow-slot sections, custom framing details |
Many extruded aluminum shapes are easier to picture by family name than by category:
The shape lists from Sinoextrud show how often rectangles, angles, channels, T-sections, and hollow tubes appear because they balance production ease and practical function.
Profile type also changes performance. Hollow sections can deliver a strong strength-to-weight balance in bending because more material sits farther from the center, while solid sections can be better for heavy local loading. Open shapes such as a c channel aluminum rail are also useful when parts must slide, mount, or stay accessible. In other words, the best cross-section is not just the one that looks right on a drawing. It is the one whose voids, walls, and symmetry fit the job and the manufacturing route. That same shape can behave very differently again once alloy, temper, and finish enter the picture.
A profile's shape tells only part of the story. The same cross-section can look cleaner, machine easier, resist weather better, or carry more load depending on the aluminum extrusion material you choose. For buyers and designers, that usually comes down to three linked decisions: alloy, temper, and finish. In real projects, performance is rarely about one choice alone. It is the combination that matters.
Not all aluminum extrusion alloys behave the same way on the press. Among common 6xxx-series options, Shengxin data shows why engineers often separate visible profiles from structural ones. 6063-T5 is listed at about 145 MPa yield strength and is known for excellent surface finish and anodizing response, which makes it a common choice for architectural and decorative sections. 6061-T6 moves up to about 240 MPa yield and about 290 MPa ultimate tensile strength, making it more attractive for brackets, fixtures, and machined parts. 6005A-T6 and 6082-T6 go higher still for more demanding frames and load-bearing members.
That is the practical logic behind aluminum alloy extrusion. Softer, more extrudable alloys often support finer detail and better cosmetics, while stronger alloys can ask more from tooling, finishing, and downstream fabrication. If you come across the term aluminium alloy extrusion in supplier literature, it is pointing to that same trade-off.
Temper describes the heat-treatment condition after extrusion. It has a major effect on strength, stiffness, distortion risk, and manufacturability. Engineering Express notes that 6063-T5 is about 27 ksi ultimate tensile strength and 21 ksi yield, while 6063-T6 rises to about 35 ksi ultimate and 31 ksi yield.
So, for a thin visible shape, T5 may be the smarter answer. For a harder-working member, T6 may justify the trade.
Finish changes both the look of the part and how it holds up in service. Mill finish is simply the raw extruded surface. Anodized and coated surfaces add protection and visual control. Secondary machining adds function, but it usually needs to be considered together with the finish plan.
| Option | Corrosion resistance | Appearance | Common reason to choose |
|---|---|---|---|
| Mill finish | Basic natural protection from aluminum oxide | Matte silver look with visible die lines and marks | Lowest cost, functional indoor parts, hidden components |
| Anodized | Higher corrosion and abrasion resistance | Cleaner, more consistent decorative surface, often clear or colored | Architectural parts, outdoor use, better wear and color retention |
| Coated finish | Added barrier protection, especially for weather exposure | Broader color and texture options | Brand color matching, UV exposure, exterior aesthetics |
| Secondary machining | Depends on whether a finish is added before or after machining | Functional cut features, drilled holes, tapped ends, milled faces | Precise interfaces, assembly features, custom fit |
One caution matters here. A great finish cannot hide every design problem, and a strong temper cannot make a difficult profile easy to extrude. That is where geometry starts driving cost, risk, and lead time.
Two profiles can look nearly identical in CAD and still behave very differently on the press. One runs straight and clean. The other twists, marks, or needs repeated die corrections. That gap is what design for manufacturability is really about. In aluminum extrusion design, the job is not only to create the right cross-section, but to create one that lets metal flow evenly, protects the die, and keeps secondary work under control. Guidance from a practical DFM guide and Can Art points to the same lesson: simple, balanced geometry usually costs less and delivers more stable production.
Some features naturally support clean extrusion. Others raise risk, cost, or lead time fast.
The same source ranks die difficulty in a very practical order: solid sections are generally easiest, semi-hollow profiles are harder, and hollow shapes are more demanding, especially when multiple voids are involved.
A few design rules matter because they directly affect die life, run speed, and scrap. The Yaji guide recommends keeping wall thickness variation within about a 2:1 ratio across the section, using internal fillets around 0.5 mm to 1.0 mm or larger where space allows, and treating fin height-to-gap near 4:1 or lower as a practical starting point. Can Art also notes that lower tongue ratio improves die stability.
Balanced walls, generous radii, and fewer extreme features usually extrude faster, straighter, and cheaper.
Tight tolerances belong only where function truly demands them, such as sealing faces or critical fits. Applying them everywhere can slow production and increase rejection. Size matters too. A larger circumscribing circle diameter can push the job onto a bigger press with slower runs and costlier tooling. And if a profile depends on extensive post-process work across long lengths, aluminum extrusion machining costs can climb just as quickly as tooling costs.
That last trade-off surprises many first-time buyers. Smart extrusion machining is not a design failure. Sometimes it is the cheapest way to protect yield and shorten development. A machined aluminum extrusion may cost less overall than a die that struggles with asymmetry, thin tongues, or deep hollow details. That is why quoting is never just about metal weight. Geometry, tooling burden, finishing, inspection, and secondary fabrication all start showing up in the price.
By the time a profile reaches quoting, geometry is already shaping the price. In very simple sections, raw material can account for about 90% of basic cost, but that changes fast when the design needs more tooling attention, slower press speeds, or extra downstream work. Data from American Douglas also shows why buyers often like extrusion: custom dies often cost under $1,000, while casting tools can exceed $30,000. So the real pricing question in extrusion manufacturing is usually not just, "How much aluminum is in it?" It is, "How hard is this profile to make well every time?"
Cost rises when a profile needs a more difficult die, tighter process control, or more post-extrusion work. Complex cross-sections, unbalanced walls, larger widths, and challenging hollows can reduce run speed and raise inspection needs. The same is true when aluminum extrusion parts require drilling, slotting, deburring, anodizing, coating, or other aluminum extrusion fabrication before shipment. In other words, aluminum extrusion processing includes far more than pushing metal through a die. The quote may also include cutting, heat treatment, finishing, and verification steps that keep the part within spec.
Lead time usually moves in three layers: tooling, extrusion, and fabrication. KMC Aluminium notes that tooling for a new die takes about 2 to 4 weeks on average, with more time possible for intricate shapes. After that, aluminum extrusion manufacturing still depends on press scheduling, die trials, cooling, stretching, cutting, and thermal treatment. If the order also needs machining, anodizing, coating, or custom cut lengths, the schedule grows again. Small orders can carry surprising delays too, because setup time, die preparation, and first-run quality checks do not disappear just because the batch is short.
| Cost driver | Why it matters | What a buyer can clarify early |
|---|---|---|
| New die and tooling | Custom shapes need die design, build, and trial runs | Confirm whether a standard profile exists or a new die is required |
| Profile complexity | Hollows, asymmetry, and uneven walls can slow production and raise scrap risk | Share a drawing early and identify any noncritical features that can be simplified |
| Order volume and MOQ | Small lots still carry setup, die prep, and inspection overhead | State annual usage, sample needs, and repeat-order potential |
| Alloy and temper | Not every mill runs every alloy regularly, which affects availability and processing ease | Specify acceptable alloy and temper options, not just one choice if flexibility exists |
| Finishing and machining | Extra steps add labor, queue time, and handling | Define finish, holes, slots, deburring, and whether secondary fabrication is required before shipment |
| Inspection and packaging | Tighter checks and protective packing add time after extrusion | Call out critical tolerances, cosmetic standards, labeling, and pack requirements |
Cleaner RFQs get cleaner pricing. Profile Precision Extrusions highlights the details mills usually want up front: circle size, alloy, temper, quantity, cut length and tolerance, machining details, and finish requirements. If your team is still asking how to cut aluminum extrusion after delivery, that is a sign to define cut lengths earlier. Supplier cutting is often part of aluminum extrusion processing, and it is easier to quote accurately when length, tolerance, and finish sequence are already settled. Sometimes that quote confirms extrusion is the best fit. Sometimes it reveals that another manufacturing route may suit the part better.
By the time cost and lead time are on the table, one bigger question usually appears: should this part be extruded at all? If you are asking what is extrusion in practical manufacturing terms, it is a forming method that pushes material through a die to create long parts with a repeating cross-section. That simple idea gives metal extrusion a very specific sweet spot. It works best when the shape stays consistent from one end to the other, when repeatability matters, and when several features can be built into one profile instead of assembled from many pieces.
The metal extrusion process shines when a design looks like a rail, tube, channel, frame member, or heatsink-style section. In these cases, one die can produce long lengths of the same geometry again and again. That often reduces part count, keeps material waste relatively low, and simplifies assembly compared with machining the same form from solid stock. It can also be a smart middle ground when the part needs only limited downstream work, such as cut ends, drilled holes, or local milling after extrusion processing.
Extrusion is not the automatic winner. Machining from billet is often better when the part has complex 3D geometry, shape changes along its length, or very tight tolerances. Guidance from Spex notes that CNC machining can hold tolerances as tight as ±0.0005 in or better, which is why it is the go-to choice for precision features. Casting can make more irregular shapes and internal geometries that would be difficult or impossible to create as one constant-profile section. Sheet metal fabrication, along with rolling, stamping, and drawing, makes more sense when the part is fundamentally a bent or formed sheet component rather than a thicker extruded metal profile. And if a design needs heavy machining on most faces after extrusion processing, the extrusion advantage can shrink fast.
| Process | Process fit | Tooling burden | Material waste | Geometry freedom | Secondary machining needs |
|---|---|---|---|---|---|
| Extrusion | Best for constant cross-sections and long lengths | Custom die required | Low to moderate | Moderate, but limited to repeating profiles | Often local cutting, drilling, or finishing |
| Machining from billet | Best for precision parts and non-uniform 3D shapes | Low upfront tooling, higher machine-time cost | High | Very high | Usually the main process, with finishing as needed |
| Casting | Good for irregular shapes and complex internal features | Mold or die tooling needed | Low to moderate | High overall shape freedom | Often needed for critical surfaces and tolerances |
| Roll forming and sheet metal fabrication | Best for bent, stamped, drawn, or rolled sheet parts | Dies and forming setup can be significant | Low | Good for thin-wall sheet forms, less suited to thick integral profiles | Trimming, holes, and joining are common |
The right answer usually comes from the part's shape first, then tolerance, then volume. A constant-profile member often points toward extrusion. A sculpted, highly precise, or strongly non-uniform part often points elsewhere. Those patterns become much easier to spot when you look at the kinds of real products and project needs extrusions serve best.

The process choice becomes much easier when you picture the end use. In practice, what are aluminum extrusions used for? Usually, they show up where a part needs a constant cross-section, low weight, corrosion resistance, and room for smart built-in features. That is why so many aluminum extrusion applications cluster around repeatable structural, architectural, and equipment-related parts rather than one-off 3D forms. A practical application guide from Shengxin highlights the same pattern across construction, transportation, electronics, furniture, and solar systems.
Seen this way, aluminum extrusions are less of a single product category and more of a toolkit. Many everyday aluminum extruded products are simply engineered cross-sections matched to a function.
When standard sections do not fit, a supplier catalog can help you compare shapes, finishes, and fabrication routes before asking for a quote. For architectural facades, enclosure parts, and machinery profiles, Shengxin Aluminium's catalog is a useful next step because it shows custom profile options alongside anodizing and other finish choices. That is most helpful when you already know the function you need the section to serve, not just the shape you want to copy.
| Before contacting a supplier, gather | Why it helps |
|---|---|
| Cross-section drawing or sketch | Clarifies the basic profile family and manufacturability |
| Required alloy, temper, and finish | Helps align strength, corrosion resistance, and appearance |
| Cut lengths and estimated volumes | Improves quoting for tooling, production, and packaging |
| Machining or hole details | Shows whether secondary fabrication is needed |
| Application environment | Guides finish selection and durability expectations |
That small checklist turns a vague idea into a manufacturable request. And once you can do that, the question is no longer just what are aluminum extrusions, but which profile, alloy, and finish make the most sense for the job in front of you.
It can mean either one. In manufacturing discussions, aluminum extrusion often refers to the process of forcing heated aluminum through a die. In purchasing, fabrication, or assembly contexts, it often means the finished constant-cross-section profile itself. The intended meaning usually becomes clear from whether people are talking about production steps or the part being ordered.
The process starts with an aluminum billet that is heated until it can flow under pressure. A press then pushes that billet through a shaped die, creating a long profile with the same cross-section along its length. After that, the profile is cooled, straightened, cut, and aged to develop its final properties. If the project requires it, machining, anodizing, coating, or other secondary operations are added afterward.
The biggest difference is geometry. Profiles with balanced shapes, smoother transitions, and relatively consistent wall thickness are usually easier to run well. Designs with deep narrow gaps, sharp inside corners, thin unsupported features, or strong asymmetry tend to raise die difficulty, correction work, scrap risk, and lead time. In many cases, a simpler profile plus limited post-machining is more practical than forcing every feature into the die.
Start with the part's job, not just the shape. If appearance, surface quality, and anodizing response matter most, buyers often look at alloys such as 6063. If higher strength or heavier machining matters more, stronger 6xxx options may be a better fit. Then match the temper to the load and dimensional needs, and select a finish such as mill, anodized, or coated based on weather exposure, wear, and the visual result you need.
A strong RFQ usually includes the cross-section drawing, cut length, estimated volume, alloy and temper preferences, finish requirements, and any holes, slots, or machining details. It also helps to explain the service environment, because that can affect finish and durability recommendations. If you want to compare custom options before requesting pricing, a supplier catalog such as Shengxin Aluminium's can be a useful reference for facade, enclosure, and machinery profile ideas with different finish choices.




 Интернет Сервис
Интернет Сервис 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 русский
русский English
English français
français Deutsch
Deutsch español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська