Ever squeezed toothpaste from a tube? You've already grasped the basic concept behind one of manufacturing's most versatile processes. Aluminum extrusion works on the same principle—but instead of minty paste, you're shaping solid metal into precision profiles that build everything from skyscrapers to smartphones.
So, what is aluminum extrusion exactly? It's a manufacturing technique where heated aluminum alloy is forced through a specially designed die opening to create profiles with consistent cross-sections. The result is what we call extruded aluminum—continuous lengths of shaped metal that can be cut, finished, and assembled into countless applications.
Understanding how does aluminum extrusion work starts with visualizing the core mechanics. A powerful hydraulic press—capable of exerting anywhere from 100 to 15,000 tons of pressure—pushes softened aluminum through a steel die, much like Hydro describes in their process overview. The aluminum emerges on the other side in the exact shape of that die opening.
What makes this process remarkable is its flexibility. By simply changing the die, manufacturers can produce an almost infinite variety of shapes—from simple solid rods and angles to complex hollow tubes with internal channels. Simple profiles can emerge from the press at speeds up to 200 feet per minute, while intricate designs may move as slowly as one foot per minute.
The aluminium extrusion process begins with a cylindrical block of aluminum alloy called a billet. Here's what happens during each critical stage:
Temperature control proves critical throughout this sequence. According to industry guidelines, different alloys require specific exit temperatures—6063 alloys need a minimum of 930°F, while 6061 alloys perform best at 950°F or higher.
Aluminum extrusion uniquely combines design flexibility with structural integrity—enabling complex cross-sectional shapes that would be impossible or cost-prohibitive to achieve through machining, casting, or other fabrication methods.
The extruded aluminum definition encompasses more than just the process itself. It describes the finished product: precision-engineered profiles that retain aluminum's natural benefits—lightweight strength, corrosion resistance, and excellent thermal conductivity—while achieving shapes tailored to specific applications.
What is an aluminum extrusion in practical terms? It's a building block for modern manufacturing. Whether you need a simple rectangular tube or a complex multi-void profile with integrated mounting channels, the extrusion process delivers consistent results at production volumes that make custom shapes economically viable. This combination of customization and cost-effectiveness explains why extruded aluminum has become indispensable across industries ranging from construction to aerospace.

Walk through any modern city skyline and you'll notice something striking—buildings wrapped in shimmering glass facades that seem to float from ground to roof. Behind those sleek exteriors? Aluminum extrusions are doing the heavy lifting. The construction industry has embraced extruded aluminum as the backbone of contemporary architecture, and for good reason.
Imagine a material that's strong enough to support massive glass panels yet light enough to keep structural loads manageable. That's exactly what aluminum window extrusions deliver. Modern aluminum frame systems form the skeleton of residential windows, commercial storefronts, and sprawling glass facades across high-rise buildings.
Why has aluminum become the go-to choice for fenestration? Consider these key advantages:
Aluminium window extrusions excel particularly in coastal or humid environments. Unlike steel, aluminum naturally forms a protective oxide layer that resists corrosion without additional coatings—though anodizing or powder coating can further enhance durability and aesthetics.
Ever wondered how those stunning all-glass building facades actually work? The answer lies in two distinct systems: curtain walls and window walls. According to Taber Extrusions, curtain walls are non-load-bearing facades attached to a building's exterior floor slabs, functioning like a decorative curtain that spans from one slab to the next.
Structural aluminum in the 6XXX series alloys provides the perfect combination of strength and workability for these demanding applications. The material can withstand extreme temperatures ranging from -80°C to +300°C, making it ideal for everything from desert climates to arctic conditions.
Window wall systems offer a cost-effective alternative. These prefabricated units install between floor slabs, arriving ready to mount without requiring fire-stopping measures. For buildings seeking that seamless ground-to-roof glass appearance without curtain wall complexity, aluminum window walls deliver impressive results at lower costs.
Beyond facades, extruded aluminum transforms how we navigate buildings and outdoor spaces. Deck aluminum railing systems have surged in popularity among homeowners and commercial developers alike. These railings resist weathering, require minimal maintenance, and won't splinter, rot, or rust like traditional wood or iron alternatives.
For commercial and industrial facilities, prefabricated aluminum stairs offer compelling advantages. As REDD Team notes, these stairs feature an exceptionally high strength-to-weight ratio—handling significant loads while remaining lightweight enough for easy transport and quick installation. Available in straight, L-shaped, and U-shaped configurations, prefab aluminum stairs arrive ready-sized with all necessary hardware.
Consider what makes an aluminum staircase particularly valuable for commercial applications:
The construction industry's embrace of extruded aluminum extends from the most visible architectural elements to behind-the-scenes structural components. As buildings push toward greater energy efficiency and design innovation, these versatile profiles continue finding new applications—from high-performance thermal barriers to integrated solar mounting systems.
When every pound matters, engineers turn to aluminum extrusions. Across automotive assembly lines, shipyards, and aerospace manufacturing facilities, extruded aluminum profiles have become essential components—not just because they're lightweight, but because they deliver performance that heavier materials simply can't match in motion-critical applications.
Picture a car hitting a barrier at 40 miles per hour. In those critical milliseconds, extruded aluminum components work in sequence to protect everyone inside. The automotive industry relies heavily on these profiles for crash management systems, and the engineering behind them is remarkably sophisticated.
According to the Aluminum Extruders Council, extruded aluminum bumper systems appear on more than 50% of vehicles today—from economical sedans to cutting-edge electric cars like the Ford Mach-E. Here's how the crash management sequence works:
The Ford Mach-E demonstrates a compelling case study. Despite having a body that's over 90% steel and being 36% heavier than the baseline Mustang, Ford chose extruded aluminum for its front bumper system. The engineers extended the bumper beam outward from the crash cans in both directions to achieve a 5-star safety rating in small offset reinforced barrier testing.
Beyond crash systems, extruded aluminum appears throughout modern vehicles in door frames, roof rails, battery enclosures for EVs, and heat exchangers. The strength-to-weight advantage is significant—aluminum provides roughly twice the specific strength of mild steel, meaning engineers can maintain structural integrity while dramatically reducing vehicle mass.
Step onto a modern marina and you'll likely walk across aluminum. Marine gangways, aluminum docks, and pier structures increasingly feature extruded aluminum construction where corrosion resistance isn't optional—it's essential for survival in saltwater environments.
Aluminum gangways for docks have become the industry standard for waterfront access. Unlike steel alternatives that require constant maintenance and eventual replacement due to rust, aluminum's natural oxide layer provides continuous protection against marine corrosion. These gangways handle significant foot traffic while remaining light enough for easy adjustment as water levels change.
The growing marine infrastructure market has embraced aluminum boat extrusions for everything from dock framing to aluminum pier supports and decking systems. An aluminium dock constructed with extruded profiles offers decades of service life with minimal upkeep—a critical advantage when components sit in or above saltwater year-round.
Aerospace applications push aluminum extrusions to their performance limits. When strength-to-weight ratio becomes paramount, high-performance alloys like 7075-T6 deliver tensile strengths of 572 MPa with a strength-to-weight ratio of approximately 203—nearly double that of standard structural aluminum. Aircraft frames, stiffeners, and structural components routinely specify extruded profiles because they combine predictable performance with manufacturing efficiency.
Understanding which extrusion solutions work best across different transportation sectors helps engineers and specifiers make informed decisions. The following comparison highlights typical applications, benefits, and alloy selections:
| Sector | Typical Components | Key Benefits | Common Alloys |
|---|---|---|---|
| Automotive | Bumper beams, crash cans, door frames, battery enclosures, heat exchangers | Weight reduction (improves fuel efficiency), predictable crash performance, design flexibility | 6061-T6, 6082-T6, 7003 |
| Marine | Gangways, dock framing, aluminum pier structures, boat rails, deck supports | Superior saltwater corrosion resistance, minimal maintenance, long service life | 6063-T5, 6061-T6, 5086 |
| Aerospace | Fuselage frames, wing stiffeners, seat tracks, cargo floor beams | Maximum strength-to-weight ratio, fatigue resistance, consistent quality | 7075-T6, 2024-T3, 6061-T6 |
| Rail | Car body structures, interior framing, luggage racks, window frames | Reduced train weight (lower energy consumption), fire resistance, recyclability | 6005A-T6, 6061-T6, 6082-T6 |
One notable advantage of extruded aluminum rails in automotive applications involves repairability. The Aluminum Extruders Council highlights how bolt-on extruded rails—as used in vehicles like the ZEEKR 009—can be simply removed and replaced after a rear impact event, minimizing repair time and cost compared to integrated giga castings that may require welding or complete replacement.
As transportation industries continue pushing toward electrification and efficiency, aluminum extrusions play an expanding role. Electric vehicles require lightweight structures to maximize battery range, while marine infrastructure demands materials that withstand harsh environments without constant maintenance. These converging requirements position extruded aluminum as a foundational material for next-generation transportation solutions.
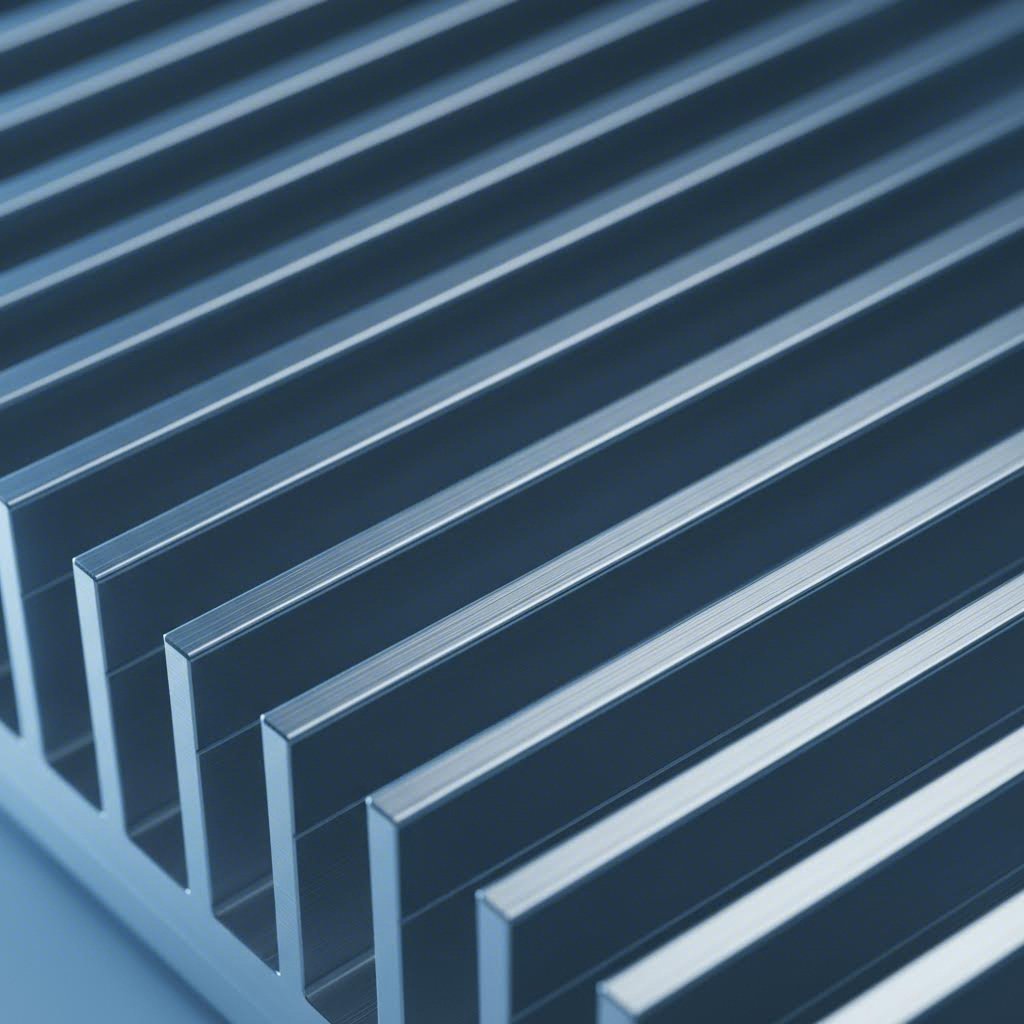
When electronic components generate heat—and they all do—that thermal energy needs somewhere to go. Without effective dissipation, temperatures climb, performance degrades, and components fail prematurely. This is where aluminum heat sinks enter the picture, quietly preventing billions of devices from overheating every day.
Why aluminum? The answer lies in physics. With a thermal conductivity of approximately 205 W/m·K for common 6063-T5 alloy, aluminum efficiently transfers heat away from hot components and into the surrounding environment. Combine that thermal performance with aluminum's lightweight nature—about 60% less dense than copper—and you have a material perfectly suited for heat sink extrusion applications.
Imagine the processor in your laptop working at full capacity. Without an aluminum heatsink drawing heat away, that chip would reach damaging temperatures within seconds. Extruded heat sink profiles make this thermal management possible through clever geometry—fins, channels, and complex shapes that dramatically increase surface area for heat dissipation.
The extrusion process proves ideal for creating these intricate profiles. Engineers can design heat sinks with optimized fin spacing and thickness, integrated mounting features, and tailored geometries that match specific component footprints. According to Cofan Thermal, the aluminum extrusion process involves forcing heated aluminum through precision-engineered steel dies, creating continuous profiles with integrated fins that maximize heat dissipation.
Aluminum heat sinks appear across virtually every electronics sector:
LED lighting deserves special attention. Aluminum has become the material of choice for LED housings because it provides both structural support and efficient heat dissipation. When LEDs run too hot, their light output drops and lifespan shortens dramatically. An aluminium heat sink integrated into the fixture design solves both problems simultaneously.
Industrial applications push heat sink requirements further. Motor drives, PLCs, and automation controllers generate substantial heat during high-duty cycles—often in elevated ambient temperatures. Here, extruded heat sink profiles must handle continuous thermal loads while fitting within tight enclosure constraints.
What makes extrusion particularly valuable for these applications? Design flexibility. Engineers can specify custom profiles with features that would be cost-prohibitive to machine from solid stock:
The relationship between profile complexity and thermal performance follows clear engineering principles. Greater fin surface area means more heat transfer to surrounding air. Tighter fin spacing increases surface area but also increases pressure drop—requiring more fan power for forced convection systems. Experienced extruders help engineers navigate these trade-offs, sometimes using computational fluid dynamics simulation to validate cooling performance before committing to die production.
Beyond electronics, aluminum heatsinks serve critical functions in renewable energy systems. Photovoltaic inverters and wind turbine controllers rely on extruded aluminum to protect electronic assemblies from thermal overload in variable outdoor environments. Electric vehicles integrate heat sinks into battery packs, power electronics, and onboard chargers—applications where weight savings from aluminum directly translate to extended driving range.
The choice between passive and active cooling depends on heat load and available space. Passive heat sinks rely on natural airflow and work well for moderate heat loads. Active systems pair extruded heat sink profiles with fans or blowers, dramatically increasing cooling capacity for high-power applications like server farms and industrial automation systems.
As electronic devices pack more processing power into smaller packages, thermal management becomes increasingly critical. The versatility of aluminum extrusion—creating complex cooling geometries at production volumes that keep costs reasonable—positions these components as essential building blocks for reliable electronics across every industry.

Step onto any modern factory floor and you'll notice something consistent—aluminum structures everywhere. From the workstations where operators assemble components to the safety barriers protecting them from robotic arms, extruded aluminum framing has become the backbone of industrial environments. Why? Because manufacturing demands flexibility, and few materials deliver adaptability quite like T-slot aluminum profiles.
What happens when production requirements change every few months? Traditional steel structures require welding, grinding, and repainting—eating up valuable time and resources. Structural aluminum framing solves this challenge through elegant simplicity: T-shaped grooves running along each profile that accept standard fasteners and connectors.
According to mk North America, T-slot aluminum framing systems have emerged as critical components in industrial automation, offering modularity, ease of assembly, and customization options that traditional materials simply cannot match. The secret lies in that distinctive T-shaped groove—it allows engineers to build and modify structures without welding or specialized machining.
Consider the practical advantages this brings to manufacturing environments:
The extruded aluminum workbench represents a perfect example of this flexibility in action. Unlike fixed steel workbenches, aluminum framing allows facilities to configure workstations precisely for specific tasks—then reconfigure them next month when product lines change. Add monitor mounts, tool racks, and storage bins using the same T-slot system, all without drilling or permanent modifications.
Robotic work cells particularly benefit from extruded aluminum framing. As MiniTec Solutions notes, the modular design allows for extensions, reductions, or complete reconfigurations without dismantling the entire structure. When a manufacturer needs to accommodate a different robot payload or expand the work envelope, adjustments happen in hours rather than days.
Ever wonder what protects the control electronics behind those automation systems? Extruded aluminum enclosures provide the answer—housing everything from PLCs and network switches to measuring instruments and audio amplifiers. These enclosures combine structural integrity with thermal management, often incorporating the heat dissipation principles covered earlier.
An aluminum extrusion enclosure offers distinct advantages over sheet metal alternatives. The extrusion process creates profiles with integrated features—mounting channels, cable management grooves, and ventilation patterns—that would require multiple fabrication steps in stamped steel. This integration reduces assembly time and eliminates potential leak points in sealed applications.
TAKACHI, a leading enclosure manufacturer, produces stylish designed aluminum enclosures suitable for FA control boxes, network devices, measuring instruments, and audio equipment. Their range includes mobile enclosures, hinged enclosures, sloped enclosures, and flanged configurations—all leveraging extruded aluminum's design flexibility.
What makes extruded aluminum enclosures particularly valuable for industrial applications?
An extruded aluminum box designed for control panel housing might incorporate sliding card guides, integrated grounding points, and snap-fit cover retention—features that emerge directly from the extrusion die rather than requiring secondary assembly. This consolidation reduces parts count and improves reliability.
Extruded aluminum housing designs have evolved to meet increasingly demanding industrial requirements. Food processing facilities specify enclosures that withstand aggressive washdown procedures. Pharmaceutical plants need housings that meet cleanroom standards. Outdoor installations require IP-rated protection against dust and water ingress. In each case, aluminum extrusion provides the foundation for application-specific solutions.
The assembly advantage deserves emphasis. As mk North America points out, engineers can quickly construct frames using basic hand tools—no welding, grinding, or painting required. This simplicity extends to modifications years later. When equipment upgrades demand enclosure changes, technicians simply loosen fasteners, reposition profiles, and reassemble. Try doing that with a welded steel structure.
From research laboratories building experimental setups to manufacturers constructing production line infrastructure, extruded aluminum framing delivers a consistent promise: build it today, adapt it tomorrow. That adaptability—combined with aluminum's inherent durability and corrosion resistance—explains why industrial facilities increasingly specify these systems over traditional fabricated alternatives.
You've identified the perfect application for aluminum extrusions. Now comes a critical decision that affects your budget, timeline, and final product performance: should you select an off-the-shelf profile or invest in custom die development? This choice—often overlooked in discussions about extruded aluminum shapes—can make or break project economics.
The aluminium extrusion industry offers two distinct paths. Standard profiles provide immediate availability and proven designs. Custom extrusion aluminum profiles deliver precise specifications tailored to your exact requirements. Understanding when each approach makes sense helps you optimize both cost and performance.
Imagine you need aluminum framing material for a workstation project. Before commissioning custom tooling, check what's already available. As Shengxin Aluminum explains, standard aluminum extrusions are pre-designed profiles commonly used across various applications—including T-slots, U-channels, I-beams, and L-shaped profiles.
When do standard profiles make sense? Consider these scenarios:
Custom aluminium extrusion profiles become compelling when standard options fall short. Creating a unique profile begins with designing a specialized die—the steel tool that shapes heated aluminum into your specific cross-section. According to Gabrian International, tool costs for extrusion dies in normal architectural and industrial applications range from $400 to $1,000, while larger parts requiring 2,000-4,000 ton presses may cost as high as $2,000.
Here's something worth noting: many manufacturers refund tool costs if you purchase a stipulated amount within two years. Most also provide free replacement tools after their useful life expires—assuming orders continue. Normal tool turnaround runs 3-4 weeks, with production following within a week of sample approval.
When does custom development justify the investment? The math favors custom profiles when:
Not all extrusion aluminum profiles are created equal. The complexity of your cross-section affects tooling costs, production speeds, and what's geometrically possible. Understanding these distinctions helps you specify appropriately.
| Profile Type | Typical Applications | Cost Considerations | Lead Time Factors |
|---|---|---|---|
| Standard Solid | Angles, channels, bars, tubes; general structural framing; simple trim pieces | No tooling investment; catalog pricing; minimum order quantities may apply | Often available from stock; 1-2 weeks for cut-to-length orders |
| Custom Solid | Specialized brackets; unique trim profiles; application-specific shapes | Die costs $400-$1,000; per-piece costs competitive at volume | 3-4 weeks for tooling; production within 1 week of approval |
| Custom Hollow | Structural tubes; heat sinks with internal channels; complex enclosure frames | Higher die costs due to mandrel requirements; $800-$2,000 typical | 4-5 weeks for tooling; more complex sample approval process |
| Semi-Hollow | Profiles with partially enclosed voids; snap-fit channels; decorative trim | Moderate die complexity; costs between solid and hollow ranges | 3-4 weeks for tooling; standard production timelines |
Choosing between standard and custom profiles represents only half the equation. The aluminum alloy you specify dramatically impacts performance, appearance, and cost. For most extrusion of aluminium applications, the decision comes down to two dominant alloys: 6063 and 6061.
According to PSI Extrusions, both belong to the 6000 series—alloys containing higher levels of magnesium and silicon than other aluminum grades. Both are heat-treatable to enhance material properties. But their differences matter significantly for your application.
Aluminum 6063 contains approximately 98.9% aluminum with 0.7% magnesium and 0.4% silicon. This simpler composition delivers:
Anodized aluminum 6063 appears so frequently in building applications that many simply call it "architectural aluminum." You'll find it in window frames, door systems, furniture, shelving, and decorative trim—anywhere surface appearance matters as much as function.
Aluminum 6061 includes more copper, silicon, chromium, and iron—resulting in higher strength and hardness (Brinell hardness of 95). This aluminum frame material excels in:
Here's a practical shorthand: if your application prioritizes appearance and corrosion resistance, lean toward 6063. If structural performance and machinability matter more, 6061 typically serves better. For intricate extrusion shapes with thin sections, 6063's superior extrudability often makes it the only viable choice.
Beyond these common alloys, specialty grades address specific requirements. Marine applications might specify 5086 for enhanced saltwater corrosion resistance. Aerospace projects often require 7075-T6 for maximum strength. Your extrusion partner can guide alloy selection based on your performance requirements, environmental exposure, and finishing specifications.
The interplay between profile design and alloy selection deserves attention. Extruded aluminium in 6063 flows more readily through complex die geometries, enabling thinner walls and finer details. The same design in 6061 might require thicker sections or simplified geometry to ensure consistent extrusion quality. Discussing these trade-offs early with your manufacturer prevents costly redesigns later.
You've selected the perfect profile and specified the ideal alloy. But here's something many engineers overlook—the raw aluminum extruded from the press is just the starting point. What happens next determines whether your components last five years or fifty, whether they blend seamlessly into architectural designs or stand out with custom colors, and whether they arrive ready for assembly or require additional processing at your facility.
Secondary operations transform basic extrusions into finished components. From protective coatings that withstand decades of weather exposure to precision machining that adds mounting features, these processes bridge the gap between raw extruded metal and application-ready parts.
Ever noticed how an aluminium handrail at a beachfront property looks pristine years after installation? That durability comes from surface treatments applied after extrusion. Choosing the right finish depends on your environment, aesthetic requirements, and performance expectations.
According to Minh Dung Holdings, three leading technologies dominate the aluminum finishing landscape—each with distinct advantages for specific applications:
Understanding these options helps you specify appropriately. An aluminum anodized handrail system in a commercial building benefits from anodizing's integral hardness—the finish won't chip or peel because it's part of the aluminum itself. Handrail parts aluminum specified for outdoor installation might alternatively use powder coating when color variety matters more than maximum abrasion resistance.
The decision between treatments involves trade-offs worth understanding:
| Treatment | Primary Benefits | Considerations | Best Applications |
|---|---|---|---|
| Anodizing (Standard) | Corrosion resistance, color stability, metallic appearance preserved | Limited to metallic color range; film thickness 5-25 microns | Architectural trim, electronics housings, extruded aluminum panels |
| Hard Anodizing | Extreme hardness (HV400+), wear resistance, enhanced corrosion protection | Higher cost, longer processing time, darker coloration | Industrial machinery, automotive components, high-wear applications |
| Powder Coating | Unlimited colors, thick protective layer, cost-effective | Can chip under severe impact; less heat resistant than anodizing | Consumer products, furniture, aluminium handrails in varied colors |
| PVDF | Superior weathering, 30+ year durability, color retention | Higher cost, requires controlled factory application | Building exteriors, coastal installations, monumental architecture |
Specialty treatments extend options further. Micro-arc oxidation creates ceramic-like surface layers with exceptional hardness and thermal resistance—useful for components facing extreme wear or high temperatures. Research from Daiwa indicates that surface treatments can increase emissivity from 0.1 on untreated aluminum to 0.8 or higher, improving cooling performance by approximately 20% in heat dissipation applications.
Surface finishing protects and beautifies, but fabrication transforms profiles into ready-to-install components. Imagine receiving extruded aluminum cut to exact lengths, with mounting holes pre-drilled, threads tapped, and surfaces finished—reducing your assembly time from hours to minutes.
Modern extrusion facilities offer comprehensive fabrication capabilities:
The value proposition becomes clear when you calculate total cost of ownership. Receiving fabricated components eliminates secondary handling at your facility, reduces scrap from in-house processing errors, and accelerates time-to-market. For aluminium handrails and railing systems, this might mean components arriving with end caps welded, mounting brackets attached, and surfaces powder coated—ready for direct installation.
Working with a supplier offering end-to-end capabilities streamlines project execution. Shengxin Aluminium, for example, combines 35 extrusion presses ranging from 600T to 5500T with state-of-the-art CNC machining centers capable of precise cutting, drilling, and bending. Their integrated surface treatment options—including anodizing in custom colors, powder coating, PVDF, and micro-arc oxidation—mean projects move from die development through finished components without changing vendors.
This integration matters particularly for complex projects. When your extruded aluminum panels require specific hole patterns, edge profiles, and color-matched finishes, coordinating between separate extrusion, fabrication, and finishing suppliers introduces delays, potential miscommunication, and quality variations. A single-source approach with comprehensive capabilities eliminates these friction points.
Whether you need simple cut-to-length profiles or fully fabricated assemblies with complex surface treatments, understanding available secondary operations helps you specify appropriately—and choose partners capable of delivering exactly what your application demands.
You've identified aluminum as the right material for your project. But here's a question that often gets overlooked: is extrusion actually the best way to shape it? Metal extrusion competes with several other manufacturing processes—each with distinct strengths and limitations. Understanding these trade-offs helps you make decisions that optimize cost, performance, and production timelines.
The reality is that no single manufacturing method dominates every application. Extruding aluminum excels in certain scenarios while falling short in others. Die casting, CNC machining, roll forming, and stamping each claim territory where they outperform extrusion. The key lies in matching process capabilities to your specific requirements.
Let's start with the most common comparison: extrusion aluminum versus die casting. Both processes shape aluminum into finished components, but they approach the task from fundamentally different directions.
According to Zetwerk, die casting involves forcing molten metal into precision molds under high pressure. The process excels at creating complex three-dimensional shapes—think automotive engine components or intricate electronics housings with varying wall thicknesses and internal features. However, die-cast aluminum products lack the strength of their extruded counterparts, and trapped air during molding can create porosity issues.
Extruding metal takes the opposite approach. Rather than filling a cavity, you're pushing solid material through a shaped opening. This produces profiles with consistent cross-sections along their entire length—ideal for structural members, frames, and linear components. The resulting material is generally harder and stronger than die castings, with smoother surface finishes.
Here's where the economics get interesting:
This makes aluminum frame extrusion particularly attractive for shorter production runs where die casting's tooling investment can't be amortized across enough units. As industry analysis notes, extrusion is an adaptable and cheaper process that can be adjusted at short notice—ideal for evolving product designs.
CNC machining presents a different competitive dynamic. When you need a handful of parts with complex three-dimensional features, machining from solid aluminum block often makes more sense than investing in any tooling at all. Standard Machining points out that CNC delivers superior precision—typically ±0.005 inches compared to extrusion's ±0.010 inches or wider—and can produce parts within days or even hours.
But watch what happens as volumes increase. That machined part requiring 30 minutes of CNC time quickly becomes cost-prohibitive at 1,000 units. Meanwhile, an extruded frame running continuously through the press produces finished profiles at speeds up to 200 feet per minute. The crossover point varies by complexity, but extrusion typically wins economically somewhere between 100 and 500 pieces.
Sounds complex? Let's break down how each manufacturing method compares across the factors that actually drive your decision. The following table provides decision-support guidance that helps you match process capabilities to project requirements:
| Manufacturing Method | Best Applications | Tooling Costs | Per-Piece Costs | Design Flexibility | Typical Volumes |
|---|---|---|---|---|---|
| Aluminum Extrusion | Linear profiles with consistent cross-sections; structural frames; heat sinks; architectural components | Low to moderate ($400-$2,000) | Very low at volume; competitive at moderate quantities | High for 2D cross-sections; limited for 3D features | 500+ units typically optimal; viable at lower volumes for simple profiles |
| Die Casting | Complex 3D shapes; thin-wall housings; components with varying geometries; high-volume production | High ($10,000-$100,000+) | Very low at high volumes; includes machining/assembly savings | Excellent for complex 3D geometries | 10,000+ units to justify tooling investment |
| CNC Machining | Prototypes; low-volume production; parts requiring tight tolerances; complex 3D features | None (programming time only) | High (labor and machine time intensive) | Unlimited—any machinable geometry possible | 1-500 units typically; economical for prototypes |
| Roll Forming | Simple profiles; long runs of basic shapes; gutters; trim; simple channels | Moderate (progressive tooling sets) | Very low for simple shapes at volume | Limited to simple, uniform cross-sections | High volumes of basic profiles |
| Stamping | Flat or shallow-formed parts; brackets; panels; high-volume sheet components | Moderate to high (progressive dies) | Very low at high volumes | Good for 2.5D shapes; limited depth | 10,000+ units for dedicated tooling |
Notice something important in this comparison? Extrusion metal processing occupies a sweet spot that other methods struggle to match. It offers the design flexibility to create complex cross-sectional shapes—including hollow profiles, integrated features, and precise geometries—at tooling costs that remain accessible for mid-volume production.
According to Yajia Aluminum, at moderate to high volume for constant cross-sections, aluminum extrusion generally provides the best cost-to-function ratio. For very high volumes of complex 3D parts, die casting wins. For prototypes or low volume with tight tolerances, CNC machining proves most economical because it avoids tooling entirely.
Here's what experienced manufacturers understand: you don't always have to choose just one process. A powerful strategy combines extrusion's efficiency with machining's precision. Start with a cost-effective extruded frame to establish the basic geometry, then add CNC machining for precise features like threaded holes, mounting pockets, or tight-tolerance surfaces.
This hybrid approach delivers the best of both worlds. Industry experts confirm this is a very common and efficient manufacturing strategy—using standard or custom extrusion to create the near-net shape, then machining to add precise details. You capture extrusion's low per-piece cost while gaining machining's dimensional precision where it matters most.
Consider an aluminum structural component requiring precise mounting surfaces. Machining the entire part from billet might require 45 minutes of CNC time per piece. But starting with an extruded profile—already providing 80% of the final geometry—reduces machining to just 8 minutes for critical features. At production volumes, this difference translates to substantial cost savings.
The decision framework becomes clearer when you ask the right questions:
Understanding these trade-offs positions you to specify manufacturing methods that align with your actual requirements—rather than defaulting to familiar processes that may not represent the best fit for your application.
You've explored what are aluminum extrusions used for across nine distinct industries—from architectural facades to thermal management systems. Now comes the practical question: how do you actually move from concept to finished components? Whether you're launching your first aluminum extrusion project or refining an existing design, understanding the process and choosing the right partner determines your success.
Before contacting suppliers, you'll want to nail down several design parameters that directly impact manufacturability and cost. According to the Aluminum Extruders Council, most economical profiles fit within a circumscribing circle diameter (CCD) between one and ten inches, with profiles under 8 inches reducing costs significantly.
What design factors should you address upfront?
Understanding these constraints early prevents costly redesigns later. As Star Extruded Shapes notes, the custom aluminum extrusion process begins with alloy selection and design—getting these fundamentals right creates the foundation for successful production.
Wondering what the typical aluminum extrusion projects timeline looks like? Here's how the process typically unfolds:
For high-performance aluminum extrusions industrial applications, this structured approach ensures every component meets demanding specifications. The process might seem lengthy initially, but experienced suppliers compress timelines through efficient workflows and proactive communication.
Selecting your extrusion partner represents one of the most consequential decisions in your project. According to industry guidance, the right supplier affects your product design, manufacturing process, product quality, and ultimately your costs.
What separates reliable partners from risky vendors? Evaluate potential suppliers against these criteria:
Comprehensive service providers offering end-to-end support—from technical consultation through die design, surface finishing, and fabrication—streamline projects significantly. Shengxin Aluminium, for instance, combines over 30 years of industry experience with 35 advanced extrusion presses and state-of-the-art CNC machining centers. Their integrated capabilities for custom aluminum tubes, architectural frames, and complex industrial profiles mean projects move from concept to completion under one roof.
When evaluating what are aluminum extrusions best suited for your specific needs, ask potential suppliers about their minimum order quantities, lead time commitments, and how they handle design changes or quality issues. The best partners function as extensions of your team—contributing to product improvement and operational efficiency rather than simply filling orders.
Whether you're specifying structural aluminum extrusions for construction applications or precision profiles for electronics cooling, the right supplier relationship transforms your aluminum extrusion projects from concepts into competitive advantages.
Aluminum extrusion transforms heated aluminum alloy into precision profiles with consistent cross-sections by forcing it through shaped dies. This process creates versatile components used across construction, automotive, electronics, and industrial applications. The purpose extends beyond simple shaping—extrusion enables complex geometries impossible with other methods, combines design flexibility with structural integrity, and delivers cost-effective production at scale. From window frames and heat sinks to crash management systems and modular factory framing, extruded aluminum provides lightweight strength, corrosion resistance, and excellent thermal conductivity tailored to specific requirements.
Aluminum extrusions serve nine major industries: construction (window frames, curtain walls, railings, prefabricated stairs), automotive (bumper beams, crash cans, body structures), marine (gangways, docks, pier structures), aerospace (fuselage frames, wing stiffeners), electronics (heat sinks, enclosures), industrial manufacturing (T-slot framing, machine guards, workbenches), rail transportation, renewable energy (solar mounting systems), and telecommunications. Each industry leverages aluminum's unique properties—whether corrosion resistance for marine applications, thermal conductivity for electronics cooling, or strength-to-weight ratio for transportation efficiency.
Extruded aluminum commands higher value because the extrusion process enhances the metal's natural properties. The hydraulic force used during extrusion compresses aluminum, increasing its strength and durability beyond raw material. Additionally, extrusion creates complex cross-sectional shapes that would be cost-prohibitive through machining or impossible through casting. The process delivers consistent quality, tight tolerances, and integrated features like mounting channels or thermal fins—reducing secondary operations. Combined with lower tooling costs compared to die casting and faster production speeds than CNC machining, extruded aluminum offers superior cost-to-function ratio for medium to high-volume applications.
Aluminum extrusion has several limitations to consider. Surface consistency can vary between the profile's center, edges, head, and tail sections. Dies face extreme conditions—high heat and three-way pressure—affecting tool life and potentially requiring replacement. The process is limited to consistent cross-sections along the profile length, making complex 3D shapes impossible (die casting better suits those applications). Minimum order quantities may apply for custom profiles, and achieving very tight tolerances (under ±0.010 inches) typically requires secondary CNC machining. For prototypes or runs under 100 units, CNC machining from solid stock may prove more economical than investing in custom tooling.
Choose standard profiles when your design uses common geometries, quantities are lower, timelines are tight, or budgets are constrained—catalog profiles offer immediate availability without tooling investment. Custom extrusion makes sense when volumes justify die costs ($400-$2,000 typically), performance demands specific wall thicknesses or integrated features, or when consolidating multiple parts into one profile saves assembly labor. Consider that many manufacturers refund tooling costs if you purchase stipulated amounts within two years. For complex decisions, work with experienced suppliers like Shengxin Aluminium who offer design-for-manufacturability consultation to optimize profiles for cost and performance.




 Интернет Сервис
Интернет Сервис 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 русский
русский English
English français
français Deutsch
Deutsch español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська