When you're specifying aluminum framing for windows, curtain walls, or storefront systems, you'll quickly encounter a critical challenge: aluminum conducts heat exceptionally well. While this property makes aluminum extrusion profiles ideal for many industrial applications, it creates a significant problem in building envelopes. Heat flows directly through the metal, undermining your insulation strategy and driving up energy costs.
So how do you keep aluminum's structural advantages while eliminating its thermal drawbacks? That's exactly where fill and debridge technology comes in. But first, let's understand the problem it solves.
Imagine a well-insulated wall with an aluminum window frame running through it. That frame acts like a highway for heat transfer, bypassing all your carefully installed insulation. This phenomenon is called thermal bridging, and it's more impactful than many building professionals realize.
Here's what makes thermal bridging so problematic:
In aluminum framing systems, thermal bridging commonly occurs at window and door frames, curtain wall mullions, structural connections, and anywhere the aluminum extrusion profile extends from interior to exterior space. Unlike aluminum extrusion with iron or steel components that might be isolated more easily, pure aluminum's conductivity demands a specialized solution.
Fill and debridge - also called "pour and debridge" - is a thermal barrier technology specifically designed for aluminum extrusion applications. It creates a non-metal-to-metal thermal break within a single aluminum profile, effectively stopping heat transfer through the frame.
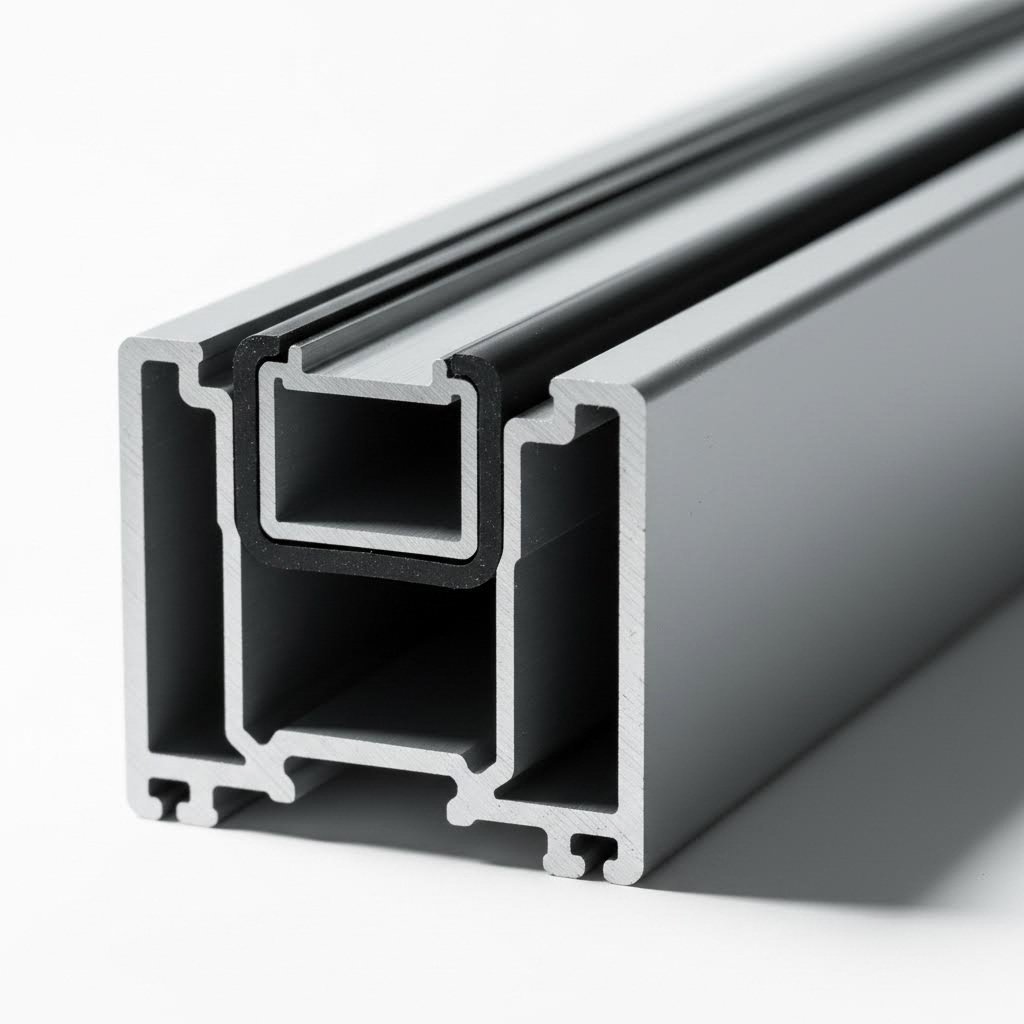
Fill and debridge is a thermal barrier process where a polyurethane liquid is poured into a specially designed channel within an aluminum extrusion, allowed to harden, and then the aluminum "bridge" at the bottom of the channel is mechanically removed - creating a continuous insulating barrier that eliminates metal-to-metal contact between interior and exterior surfaces.
What is aluminum extrusion in this context? It's a shaped aluminum profile that has been engineered with a strategic channel or pocket specifically designed to accept the thermal barrier material. The extrusion process creates the precise geometry needed for the fill and debridge treatment to work effectively.
This approach delivers several key advantages for building professionals:
Understanding this technology is essential for architects, engineers, and specifiers working on energy-efficient building projects. In the following sections, we'll walk through the complete process workflow, compare fill and debridge to alternative thermal break methods, and help you determine when this approach is the right choice for your project.

Now that you understand why thermal bridging is a problem, let's explore exactly how the fill and debridge process solves it. Sounds complex? It's actually a straightforward sequence of steps - but each one must be executed precisely to achieve optimal thermal performance. Understanding this aluminum extrusion process helps you specify the right profiles and evaluate supplier capabilities more effectively.
The entire workflow transforms a standard aluminum profile into a high-performance thermal barrier system through three primary stages: surface preparation, polymer filling, and bridge removal. Here's exactly how it works.
Before any polyurethane touches the aluminum, the extrusion cavity requires careful preparation. This step is often overlooked in general descriptions, but it's critical to long-term performance. The aluminum extrusion machine produces profiles with precisely engineered channels - but those smooth aluminum surfaces need mechanical conditioning to ensure the polymer bonds permanently.
Here's the complete sequential process from start to finish:
When considering how aluminum extrusion is made for thermal barrier applications, recognize that the initial die design must account for this entire process. The aluminum extrusion tube or profile shape includes the thermal break cavity from the beginning - it's not added afterward.
Here's where many explanations fall short: why is removing that aluminum bridge so essential? Imagine you've poured the polyurethane perfectly, but you leave the thin aluminum strip at the bottom of the channel intact. What happens?
That remaining metal creates a continuous pathway for heat transfer. Even though you've added insulating material, the aluminum still connects the interior and exterior portions of the frame. Heat simply flows around the polyurethane through the remaining bridge - defeating the entire purpose of thermal improvement.
The debridging step removes this metal bridge completely, resulting in:
According to Linetec's technical specifications, properly debridged thermal barriers protect against temperatures ranging from -100°C (-148°F) to extreme heat - neither temperature extreme will transfer through the treated aluminum frame.
If you're working with aluminum extrusion rail systems or similar linear profiles, understanding how to cut aluminum extrusion after thermal treatment is also important. Cutting should occur after the complete fill and debridge process to maintain barrier integrity at profile ends. Specialized equipment ensures clean cuts that don't compromise the polyurethane-aluminum bond.
The result of this complete workflow is an aluminum-polymer composite with superior thermal performance - engineered to meet demanding energy codes while maintaining the structural durability that makes aluminum the material of choice for commercial fenestration. But when should you choose this method over alternatives? Let's examine that decision next.
You've seen how the fill and debridge process works - but here's the question that matters most for your project: is it the right choice? Not every thermally improved aluminum application calls for the same approach. Understanding when to specify fill and debridge versus alternative methods can save you time, money, and performance headaches down the road.
The primary alternative you'll encounter is the thermal strut system - a fundamentally different approach to achieving thermal separation. Let's break down how these two methods compare and when each makes the most sense for your custom aluminum extrusions.
Thermal strut technology - sometimes called the "strip" or "three-step" method - uses pre-formed polyamide strips (typically PA66 reinforced with glass fiber) that are mechanically locked into grooves on either side of the aluminum profile. The process involves knurling the aluminum surfaces, inserting the strips, and then rolling the assembly to create a tight mechanical bond.
Both methods create effective thermal breaks, but they achieve this goal through distinctly different mechanisms. According to industry comparisons, the choice between them often comes down to your specific profile requirements and production context.
Here's what sets them apart:
| Comparison Factor | Fill and Debridge (Pour Method) | Thermal Strut (Strip Method) |
|---|---|---|
| Insulation Material | Polyurethane thermal insulation adhesive | Polyamide 66 + ultrafine glass fiber strips |
| Thermal Performance | Excellent - continuous barrier with no gaps | Good - effective but dependent on strip fit |
| Profile Flexibility | High - accommodates complex and irregular aluminum extrusion shapes | Limited - requires standardized groove geometry |
| Cross-sectional Area | Smaller thermal break zone possible | Larger cross-section typically required |
| Material Yield | Higher yield per unit weight | Lower yield per unit weight |
| Substrate Strength | High - polymer bonds continuously | Lower - compression during rolling can stress material |
| Design Adaptability | Can produce various shaped doors and windows | Large deformation may cause strips to detach |
| Cost Profile | Generally lower material and processing costs | Higher due to precision strip manufacturing |
| Production Speed | Continuous automated flow possible | Step-by-step process with quality checkpoints |
When you're working with t slot aluminum extrusion systems or modular framing that uses aluminum extrusion connectors, the profile geometry often dictates which thermal break method is feasible. Standard connector-based systems may work well with pre-formed struts, while custom extrusion aluminum profiles with unique cavity configurations typically benefit from the pour method's adaptability.
So which approach should you specify? Consider these key decision factors:
Production volume also influences the decision. For large-scale engineering orders with standardized profiles - think real estate development projects with thousands of identical window units - automated pour and debridge lines deliver efficiency advantages. The two-step automated approach reduces labor dependence by approximately 30% compared to manual strut methods.
Conversely, smaller batches of varied profile types may benefit from the strut method's flexibility in equipment setup and ability to switch between product specifications without extensive reconfiguration.
The bottom line? There's no universally "best" thermal break process - only the most appropriate one for your specific application. Understanding both technologies empowers you to make informed specifications that balance performance requirements, budget constraints, and production realities.
But which aluminum profiles can actually receive these thermal treatments? Not every extrusion is designed for thermal improvement. Let's examine the profile characteristics that determine suitability.

Not every aluminum extrusion can receive thermal barrier treatment. The profile must be intentionally designed from the start to accommodate the fill and debridge process - you can't simply add a thermal break to any off-the-shelf shape. Understanding these design requirements helps you specify the right aluminum profile extrusion from the beginning, avoiding costly redesigns or performance compromises later.
What makes an aluminum extrusion frame suitable for thermal improvement? It comes down to cavity geometry, wall thickness, and how the profile's complexity interacts with the processing equipment. Let's examine each factor.
The foundation of successful thermal break treatment is the cavity itself. This isn't just an empty space - it's a precisely engineered channel that must meet specific criteria for the polyurethane to bond properly and perform structurally.
Here are the key profile characteristics that make extrusion aluminum profiles suitable for fill and debridge processing:
When specifying aluminum extrusion frame kits or complete fenestration systems, verify that the extrusion supplier has designed the thermal cavity with these requirements in mind. Aluminum angle extrusion or simple L-shaped profiles typically lack the cavity geometry needed for pour and debridge treatment - they're better suited for non-thermal applications or alternative improvement methods.
Where do thermally improved aluminum extrusions make the biggest difference? The answer lies in building envelope applications where aluminum frames span from conditioned interior spaces to unconditioned exterior environments. Kawneer's research confirms that thermal barriers are now integrated into curtain wall, storefront, windows, entrances, and window wall systems to meet performance demands.
Here's where you'll commonly specify fill and debridge aluminum extrusions:
Window Frames - Commercial and high-performance residential windows benefit significantly from thermal breaks. The aluminum extrusion frame carries glass loads while the polyurethane barrier prevents heat transfer through the metal. Single-cavity and dual-cavity designs are available depending on required U-factor performance.
Curtain Wall Systems - Large commercial facades rely on thermally broken mullions and transoms to maintain energy efficiency across expansive glass areas. The fill and debridge method accommodates the complex profile geometries often required for structural curtain wall applications, including those designed to withstand blast loads and hurricane-force winds.
Storefront Framing - Retail and commercial entrances need thermal breaks to meet energy codes while maintaining the slim sightlines that architects prefer. Tubelite's Therml=Block TU24000, for example, uses a dual-cavity pour-and-debridge system achieving U-factors as low as 0.32 and condensation resistance factors up to 69.
Door Systems - Entry doors, sliding doors, and folding door systems all benefit from thermally improved aluminum framing. The structural strength of pour-and-debridge barriers helps these high-use components maintain performance under repeated operation and varying load conditions.
Window Wall Systems - Hybrid systems combining window and curtain wall characteristics require thermal barriers that accommodate their unique frame geometries and structural demands.
Profile complexity doesn't disqualify an aluminum extrusion from thermal treatment - in fact, the fill and debridge method excels with intricate designs. The liquid polyurethane conforms to cavity shapes that pre-formed strips simply couldn't fit, giving architects freedom to create distinctive fenestration profiles without sacrificing thermal performance.
Understanding which profiles suit thermal improvement is just the first step. Next, we'll explore how these thermally treated extrusions help buildings meet increasingly demanding energy codes and performance standards.

You've specified the right aluminum extrusion profiles and chosen fill and debridge as your thermal break method. But here's the question that ultimately determines project success: will your fenestration assemblies meet energy code requirements? Understanding how thermally improved aluminum extrusions contribute to code compliance isn't optional - it's essential for avoiding costly redesigns and ensuring your building performs as intended.
Energy codes have grown increasingly stringent over the past decade, and aluminum extrusions without thermal breaks simply can't meet modern performance thresholds. Let's examine exactly what the codes require and how thermally treated profiles help you achieve compliance.
The International Energy Conservation Code (IECC) establishes fenestration performance requirements that directly impact your aluminum framing specifications. According to Building Enclosure Online's analysis, U-factor - the coefficient of heat transmission through a building component - is the primary metric governing fenestration thermal performance. Lower U-factors mean greater resistance to heat flow and improved energy efficiency.
Here's where the numbers tell the story. Energy Code Ace's default U-factor tables reveal a dramatic difference between standard metal frames and those with thermal breaks:
| Frame Type | Product Type | Double Pane U-Factor |
|---|---|---|
| Metal (no thermal break) | Fixed | 0.71 |
| Metal (no thermal break) | Operable | 0.79 |
| Metal, Thermal Break | Fixed | 0.55 |
| Metal, Thermal Break | Operable | 0.66 |
| Metal (no thermal break) | Glazed Doors | 0.77 |
| Metal, Thermal Break | Glazed Doors | 0.59 |
Notice that thermal break technology improves fixed window U-factors by approximately 23% - that's the difference between code compliance and project rejection in many climate zones. When specifying aluminum extrusions for high-performance buildings, these default values become your baseline for demonstrating compliance.
But there's an important nuance many designers miss: published U-factors typically represent NFRC standard model sizes. Your actual fenestration assemblies likely differ in size and configuration. As industry research confirms, smaller fenestration products or those with more intermediate framing generally have higher U-factors than the manufacturer's published specifications. Why? Because the edge-of-glass and framing areas exhibit higher heat transfer than center-of-glass regions. As percent glazing area decreases, overall assembly U-factor increases.
This means you must calculate actual total product U-factors based on your specific aluminum extrusion sizes and configurations - not simply use catalog values. The calculation involves determining percent vision area, obtaining center-of-glass U-factors from manufacturers, and applying correction charts to arrive at project-specific performance numbers.
U-factor tells only part of the story. When evaluating thermally improved aluminum extrusions for your projects, several performance metrics work together to determine overall building envelope success.
Here are the key performance benefits and code compliance factors you should track:
For commercial building projects, these metrics collectively determine whether your aluminum extrusion enclosure systems achieve certifications like LEED, ENERGY STAR, or Passive House standards. Each certification pathway emphasizes different performance thresholds, but thermally improved extrusion aluminum consistently provides the foundation for meeting demanding requirements.
The prescriptive compliance path requires each fenestration assembly to meet or exceed maximum U-factor values for the applicable climate zone. The performance compliance path offers more flexibility through whole-building energy modeling - but even then, many jurisdictions mandate minimum envelope performance regardless of overall building efficiency. Either way, understanding how your fill and debridge aluminum profiles contribute to these calculations is essential for successful project delivery.
Meeting energy codes is the minimum requirement. Achieving quality results depends on proper processing and material selection throughout the thermal treatment workflow. Let's examine what to look for when evaluating thermally improved extrusions.
You've selected fill and debridge as your thermal break method, specified the right profile geometry, and verified code compliance targets. But here's what separates successful projects from problematic ones: quality execution. Even the best-designed aluminum extrusion die won't deliver reliable thermal performance if processing shortcuts compromise the finished product.
What should you look for when evaluating thermally improved aluminum extrusions? The answer involves understanding cure time protocols, debridging precision, surface treatment interactions, and how the base extrusion's accuracy influences everything downstream.
The fill and debridge process seems straightforward - pour polyurethane, let it cure, remove the bridge. But each step requires rigorous quality control to ensure the finished thermal barrier performs as specified. According to Keymark's quality protocols, samples are routinely submitted for testing in accordance with AAMA and ASTM International standards, with testing occurring before and during processing to ensure material quality throughout manufacturing.
Here's what quality-focused thermal processing looks like:
When reviewing an aluminum extrusion profiles catalog from potential suppliers, ask about their quality assurance protocols. Manufacturers participating in programs like Azon's Approved Azo-Brader Applicator program adhere to strict procedures that qualify for 10-year warranties against thermal barrier failure due to dry shrinkage and fracturing.
Here's a consideration many specifiers overlook: how does your chosen finish interact with the thermal break system? Whether you're specifying anodized aluminum extrusions, powder coating, or PVDF finishes, the surface treatment must be compatible with the thermal processing sequence.
The timing matters. Fill and debridge processing can occur on pre-finished or post-finished extrusions, but each approach has implications:
According to fenestration finish research, powder coating creates a thick, continuous protective film that complements thermally broken frames exceptionally well. The coating process uses solvent-free powders with zero VOCs, supporting sustainable building practices while providing UV resistance that prevents color fading - even in harsh sunlight exposure.
For 6061 aluminum extrusion or other common alloys used in fenestration, both anodizing and powder coating are viable finishing options. However, powder coating offers broader color flexibility and easier field repair compared to anodizing's limited metallic palette. The key is ensuring your supplier has validated their finishing processes specifically for thermally treated profiles.
Base extrusion precision also affects thermal break quality. Aluminum extrusion machining tolerances determine whether cavities accept polyurethane uniformly and whether debridging equipment can operate consistently. Profiles extruded with tight dimensional control produce more reliable thermal barriers than those with significant cross-sectional variation. When the base extrusion is precise, every downstream process - conditioning, filling, curing, debridging, and finishing - builds on a solid foundation.
Understanding these quality factors prepares you to ask the right questions when evaluating potential manufacturing partners. But how do you identify suppliers with the capabilities to deliver consistently high-quality thermally improved extrusions? Let's explore what to look for in a capable aluminum extrusion partner.

You understand the fill and debridge process, you've specified the right profile geometry, and you know what quality factors matter. But here's the challenge that determines whether your project succeeds or stumbles: finding an aluminum extrusion supplier who can actually deliver what you've specified. Not every manufacturer has the equipment, expertise, or quality systems to produce profiles suitable for thermal barrier treatment.
So what separates capable aluminum extrusion manufacturers from those who'll leave you with substandard results? It comes down to extrusion precision, die development expertise, and comprehensive processing capabilities that extend from raw billet to finished thermally improved profile.
When you're sourcing aluminum extrusions destined for thermal improvement, the evaluation process goes deeper than checking price quotes. According to supplier selection research, your manufacturing partner's production capacity must align with both your project scope and technical demands. For thermally treated profiles, that means examining specific capabilities that directly impact thermal break quality.
Here's what to look for when evaluating potential aluminum extrusion companies:
Production experience matters significantly. An experienced manufacturer of aluminum extrusions brings more than technical capability - they bring lessons learned from years of solving complex extrusion challenges. Look for documented track records in fenestration applications and ask for case studies demonstrating successful thermal barrier projects.
The journey from concept to thermally improved extrusion starts with die development - and this is where many projects encounter their first problems. Poor die design produces profiles with inconsistent thermal cavities, making reliable fill and debridge treatment impossible.
Capable aluminum extrusion manufacturers offer end-to-end support through the complete production workflow:
Consider Shengxin Aluminium as an example of comprehensive capability. Their facility houses 35 advanced extrusion presses ranging from 600T to 5500T, providing the flexibility to produce diverse profile geometries with the precision thermal treatment demands. State-of-the-art CNC machining centers handle precise cutting, drilling, and bending to exact specifications, while their surface treatment options - including anodizing in custom colors, powder coating, PVDF, and micro-arc oxidation - complement thermally improved profiles with durable, high-performance finishes.
With over 30 years of industry experience, their technical team provides end-to-end support from die development through mass production. This integrated approach ensures that thermal cavity designs are optimized for both extrusion efficiency and fill and debridge processing success. For projects requiring custom fenestration profiles, factory-direct pricing and dedicated engineering support streamline the path from specification to delivery.
When evaluating any aluminum extrusion supplier, ask these critical questions:
The answers reveal whether a potential partner can deliver profiles ready for successful thermal improvement - or whether you'll face quality issues that compromise your project's energy performance goals. Taking time to thoroughly evaluate supplier capabilities upfront prevents costly problems during production and installation.
With the right manufacturing partner identified, you're ready to move forward with your thermally improved aluminum extrusion project. Let's wrap up with practical next steps for building professionals ready to specify and source fill and debridge solutions.
You've now explored the complete fill and debridge framework - from understanding thermal bridging fundamentals to evaluating manufacturing partners. But knowledge alone doesn't improve building performance. The real value comes from applying these insights to your next fenestration project. So where do you go from here?
Whether you're an architect specifying curtain wall systems, an engineer calculating U-factor compliance, or a building specifier sourcing aluminum extrusions profiles for a commercial development, the path forward involves deliberate decision-making at each project phase. Let's distill the key takeaways and outline concrete actions you can implement immediately.
Throughout this guide, several critical decision points have emerged that directly impact thermal barrier success. Before moving into your next specification or procurement cycle, keep these fundamentals in mind:
Ready to apply these principles to an actual project? Here's your actionable roadmap for successful thermally improved aluminum extrusion procurement:
For building professionals wondering where to buy aluminum extrusion profiles suitable for thermal improvement, the answer starts with capability verification. Shengxin Aluminium offers the comprehensive capabilities discussed throughout this guide - from die development expertise to precision CNC machining and diverse surface treatment options. Their technical team provides end-to-end support that helps design teams optimize specifications before production begins, while factory-direct pricing delivers cost efficiency without sacrificing quality.
The building industry's trajectory toward higher-performance envelopes isn't slowing down. Energy codes will continue tightening, and client expectations for thermal comfort and sustainability will keep rising. By mastering the fill and debridge decision framework now, you position yourself to deliver projects that exceed requirements today while remaining compliant with tomorrow's more demanding standards.
Your next thermally improved aluminum extrusion project starts with a conversation. Reach out to capable manufacturing partners, share your performance targets, and collaborate on solutions that transform aluminum's structural advantages into envelope assets rather than thermal liabilities.
Fill and debridge is a thermal barrier technology where liquid polyurethane is poured into a specially designed channel within an aluminum extrusion, allowed to cure, and then the aluminum bridge at the bottom is mechanically removed. This creates a continuous insulating barrier that eliminates metal-to-metal contact between interior and exterior surfaces, significantly reducing heat transfer through the frame. The process involves surface conditioning, precise polymer mixing, cavity filling, curing, and precision debridging using specialized equipment.
Fill and debridge uses poured polyurethane that conforms to complex cavity shapes, while thermal strut systems use pre-formed polyamide strips mechanically locked into grooves. Fill and debridge offers greater design flexibility for custom profiles, typically lower material costs, and continuous barrier coverage with no gaps. Thermal strut systems work better for standardized profiles with consistent groove geometry and allow step-by-step quality inspection. The choice depends on profile complexity, production volume, and performance requirements.
Profiles suitable for fill and debridge treatment must have dog bone cavity geometry with wider sections connected by a narrower bridge, adequate cavity depth for insulating material, sufficient wall thickness to withstand mechanical conditioning, accessible cavity openings for polyurethane flow, consistent cross-sections, and surfaces compatible with finishing treatments. Common applications include window frames, curtain wall mullions, storefront framing, and door systems where aluminum spans from interior to exterior spaces.
Thermally broken aluminum frames achieve significantly better U-factors than standard metal frames. For example, fixed windows with thermal breaks achieve U-factors around 0.55 compared to 0.71 without thermal breaks - approximately 23% improvement. Dual-cavity fill and debridge systems can achieve U-factors as low as 0.32 and condensation resistance factors up to 69. This improvement helps buildings meet stringent energy codes and certification requirements like LEED and Passive House standards.
Key factors include press range and tonnage (600T-5500T for diverse profiles), alloy expertise for fenestration applications, tight tolerance capabilities for thermal cavities, in-house finishing options compatible with thermal processing, quality certifications like ISO and AAMA compliance, and documented experience with thermally treated profiles. Look for suppliers offering end-to-end support from die development through production, with CNC machining capabilities and surface treatment integration including anodizing, powder coating, and PVDF finishes.




 Интернет Сервис
Интернет Сервис 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 русский
русский English
English français
français Deutsch
Deutsch español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська