If you are comparing parts for facades, frames, rails, enclosures, or machine structures, one distinction matters right away: the profile is the shape itself. It is not automatically the finished product. That simple idea helps engineers, architects, buyers, and fabricators read product descriptions more accurately when evaluating aluminum extrusion options.
An extruded aluminium profile is a long, continuous aluminum shape with the same cross-section from end to end, made by pushing heated aluminum alloy through a die.
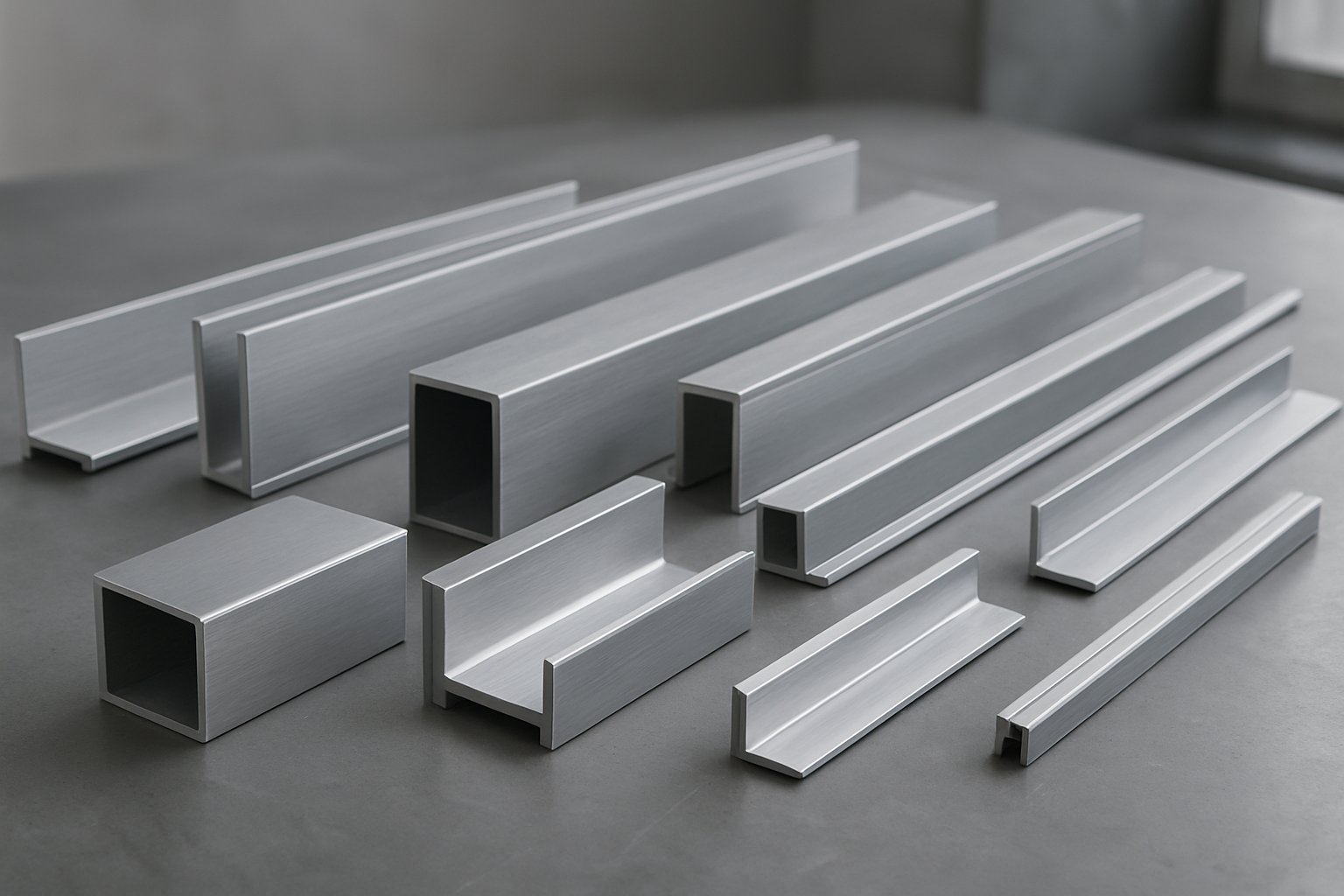
That is the clearest answer to the common question, what are aluminum extrusions. The shape might be a channel, angle, tube, rail, trim, or a more custom section, but its cross-section stays consistent along the length. In practical terms, extruded aluminium starts as a repeatable shape that can later be cut, machined, finished, and assembled.
An aluminium profile is not the same as a finished assembly. A profile may later receive holes, brackets, connectors, panels, fasteners, or surface finishing before it becomes part of a larger system. It also differs from other forms of aluminum:
Sheet and plate are flat stock, usually chosen for cutting, bending, or forming. Cast parts are made in molds and are better suited to standalone three-dimensional shapes. By contrast, aluminum extrusion profiles are designed for continuous lengths with a fixed cross-section, which makes them useful for structural and architectural components.
Profiles matter because that repeatable geometry supports efficient design, fabrication, and assembly across many industries. Common advantages include:
This is also why the question what are aluminum extrusions cannot stop at a dictionary definition. Material choice, die design, cooling, straightening, finishing, and tolerances all shape how a profile performs in the real world. The drawing may show a constant cross-section, but the route from billet to cut length is where quality is actually built.
A constant cross-section on a drawing only becomes useful when the manufacturing route is tightly controlled. That is why serious buyers and engineers look past the basic idea of pushing metal through a die. In real production, aluminum extrusions are shaped by a sequence of thermal, mechanical, and inspection steps that influence straightness, finish, and how easily the part can be machined later. Process notes from Paramount Extrusions show how alloy choice, billet temperature, die design, ram speed, quench method, and heat treatment all affect final properties.
Before an aluminum extrusion machine ever pushes metal forward, the feedstock and tooling have to be matched to the profile being made. A simple solid bar and a thin-walled hollow section do not flow the same way, so preparation matters early.
The middle and downstream stages are where many quality differences become visible. Quenching does not just cool the part. It helps set the microstructure that later supports strength targets. Stretching does not just make the profile look straighter. It relieves residual stress that could otherwise show up during CNC work, drilling, or miter cutting. Even the timing of saw cuts matters because the section is still changing temperature and shape as it moves down the line.
That is why two parts made from the same alloy can behave differently in fabrication. An extruded aluminum section with poor quench control or inadequate straightening may still look acceptable at first glance, yet prove harder to fixture, harder to machine, or less consistent in assembly.
| Stage | Purpose | What to expect from a supplier |
|---|---|---|
| Billet prep | Match alloy and feedstock quality to the application | Clear alloy callout, billet inspection, and basic defect screening |
| Heating | Improve flow without overheating | Controlled temperature practice suited to the alloy and shape |
| Die and tooling | Create the cross-section and balance metal flow | Tooling suited to solid, semi-hollow, or hollow geometry |
| Pressing | Form the continuous profile | Stable press parameters and attention to surface quality |
| Quench | Control cooling rate and resulting properties | Defined air or water quench method when relevant |
| Stretch and cut | Improve straightness and deliver usable lengths | Straightening capability and cut-length consistency |
| Aging and inspection | Reach target temper and confirm conformity | Documented checks for dimensions, appearance, and required tests |
The press can extrude aluminum into the right outline, but geometry decides how easily the metal flows, how stable the section stays after quenching, and how expensive the tooling becomes. That is where profile design stops being cosmetic and starts shaping strength, cost, and manufacturability.
An extruded aluminium profile can leave the press with the right outline and still become expensive, unstable, or awkward to assemble. Geometry sits at the center of that problem. In an aluminum extrusion profile, the cross-section affects how evenly metal flows through the die, how the part cools, how much straightening it needs, and how much machining gets pushed downstream.
Balance usually beats drama. The AEC design tips note that thick-thin junctions can lead to distortion, surface defects, or even die breakage. The same guidance also points out that very thin walls are generally more costly to extrude than thicker, more stable ones. A separate design guide for engineers warns that adjacent wall thickness ratios above 2:1 can make dimensional control more difficult.
Radii matter for the same reason. AEC recommends minimum inside corner radii of 0.015 in and outside corners of 0.020 in to avoid knife edges and support smoother flow. Symmetry matters too. More symmetrical sections tend to cool and stretch more predictably, while unnecessary asymmetry can increase twisting and place more stress on die tongues. Wide, thin faces are another common trouble spot, because they can be harder to straighten unless ribs or webs are added to improve flatness.
Every aluminum profile type asks something different from the tooling. Solid profiles are usually the simplest to produce. Semi-hollow sections add partially enclosed voids, which makes flow control more sensitive. Hollow sections often deliver excellent stiffness-to-weight performance, but they require more complex die arrangements and closer control of internal features. That is why many aluminum extrusion shapes are technically possible, yet not equally easy to manufacture.
Deep, narrow slots raise another issue: tongue ratio. In plain language, this describes how much unsupported die steel is left to form a narrow opening. The same engineering-focused guide suggests keeping depth-to-opening ratios under 4:1 for narrow gaps when possible, though workable limits still depend on the press, alloy, and supplier capability. Among aluminum extruded shapes, features that look minor on a drawing can be the ones that drive die cost and tolerance risk.
| Geometry decision | Likely manufacturing impact | Likely performance or assembly impact |
|---|---|---|
| Uniform wall thickness | Better material flow, easier dimensional control, less risk of distortion | More consistent machining and fit-up |
| Generous radii and smooth transitions | Less die stress and fewer surface defects | Better finish quality and reduced stress concentration |
| Symmetrical cross-section | More stable extrusion and easier straightening | Lower twist and easier alignment in assemblies |
| Solid instead of semi-hollow or hollow | Simpler tooling and lower die complexity | May sacrifice weight savings or internal functional space |
| Hollow or semi-hollow features | More complex tooling and greater sensitivity to flow balance | Can improve stiffness, cable routing, sealing, or connector integration |
| High tongue ratio, deep narrow slots | Higher die risk, slower development, tighter process window | Useful for clips or hooks, but often harder to hold accurately |
| Wide thin flats without ribs | Harder to straighten after quenching and stretching | Greater risk of flatness and twist issues |
| Tight tolerances on every feature | More inspection, scrap, and possible secondary work | Critical surfaces get attention, but over-specifying raises cost fast |
Many extruded aluminum shapes can combine fastening, alignment, and appearance into one section. Many aluminum extrusion shapes can also reduce welding or added brackets when the geometry is thought through early. Still, a good cross-section is only half the decision. The same shape behaves very differently once alloy, temper, and finish enter the picture.
The same cross-section can behave very differently once alloy and temper enter the picture. In aluminum profile extrusion, the metal still has to flow through the die, cool in control, and deliver the surface quality the job expects. That is why buyers comparing extruded aluminum profiles should not treat the alloy number as a minor detail. It affects strength, weldability, formability, corrosion behavior, and how good the surface will look after finishing.
For many aluminium extrusion profiles, the conversation starts with the 6000 series. Guidance from Alexandria Industries describes these magnesium-silicon alloys as popular for extrusion because they are generally easy to form, machine, and finish while also offering good corrosion resistance.
Inside that family, though, the tradeoffs shift. Alloy 6060 is designed for maximum extrudability and is noted for strong corrosion resistance, formability, and weldability. It can support more intricate profiles and is also used as an alternative for some heat sink sections. Alloy 6063 is one of the most common all-around choices because it combines cost-effectiveness, a smooth surface, useful strength, and good heat tolerance. That is why it appears so often in window and door frames, tubing, and heat sinks. Alloy 6061 moves toward higher mechanical properties while keeping good weldability and corrosion resistance. Alloy 6005A sits in a similar performance neighborhood, but Alexandria notes that it often offers better extrudability and surface appearance than 6061.
Data compiled by Gabrian helps put that difference in perspective. It lists 6061 at roughly 241 to 310 MPa tensile strength and 6063 at roughly 186 to 290 MPa, depending on temper. That gap helps explain why 6061 is often chosen for tougher structural duties, while 6063 is frequently preferred where appearance and easier shaping matter more. If your shortlist includes 6082, ask for the exact supplier datasheet and temper details rather than assuming it will behave like 6061 or 6005A.
Alloy and finish should be selected together, not as separate checkboxes.
A useful pattern runs through the 6000 series. As mechanical properties increase, the ability to extrude thin, complex sections tends to drop, and cosmetic finish appearance can become harder to optimize. Alexandria even notes that 6063 can allow walls about 25 to 35 percent thinner than 6061. That matters when the profile includes fine ribs, narrow slots, or details that need a clean visible face.
In practical terms:
Temper matters as much as alloy. Alexandria notes that T1 to T10 designations identify artificial aging temper and related processing conditions such as stretching and compressing. So two parts made from the same alloy may not machine, weld, or perform the same way if the temper is different.
Finish choice changes both appearance and service behavior. Mill finish is the as-extruded surface, often acceptable for hidden parts, internal machine members, or components that will be machined further. Anodizing is often selected when corrosion resistance, durability, and a clean metallic look matter. Powder coating is commonly chosen when color, texture, and easier visual matching are more important. Gabrian notes that anodizing or powder coating can improve durability and aesthetics, which is why finish planning belongs early in the material discussion.
If you are specifying anodized aluminum material, surface quality at the alloy stage deserves extra attention. A profile with a smoother as-extruded face generally gives you a better starting point for a refined visible finish. By contrast, if the part is functional first and decorative second, powder coating may give more flexibility in color and maintenance planning.
| Alloy | Common strength tendency in use | Finish compatibility and surface notes | Suitable application categories |
|---|---|---|---|
| 6060 | Leans toward extrudability rather than maximum strength | Good fit when intricate geometry and a clean finished surface matter | Complex sections, selected heat sink profiles, corrosion-resistant fabricated parts |
| 6063 | Balanced option, about 186 to 290 MPa tensile strength depending on temper | Known for smooth surface quality, making it a strong choice for visible finishes such as anodizing or powder coating | Window and door frames, tubing, heat sinks, general architectural sections |
| 6061 | Higher mechanical-property option, about 241 to 310 MPa tensile strength depending on temper | Finishes well, but cosmetic expectations should be checked when appearance is critical | Multi-purpose structural components, boats, medical equipment, stronger fabricated sections |
| 6005A | Similar performance class to 6061 | Often offers better extrudability and surface appearance than 6061 | Stronger profiles where both mechanical performance and appearance need attention |
| 6082 | Verify exact temper-specific properties with the supplier | Do not assume finish response from another 6xxx grade without a datasheet review | Applications that require supplier-confirmed strength, finish, and tolerance data |
Those choices become even more visible in modular systems, where a profile is not just a shape but part of an assembly method. Slot form, base alloy, and surface finish all start influencing how connectors fit, how the frame looks, and how flexible the system feels in use.

Alloy and finish choices become even more practical when a profile is expected to function as a reusable framing system. That is where T-slot formats stand apart. In this part of the extrusion world, the cross-section is designed not only for shape, but also for assembly, adjustment, and add-on compatibility.
The PTSMAKE guide describes T-slot profiles as extruded aluminum shapes with continuous T-shaped channels that accept specialized fasteners and accessories. That slot is the defining feature. A plain bar, tube, or channel may still be structural, but a t-slot aluminum profile is built so brackets, panels, guards, shelves, and connectors can be mounted almost anywhere along the length.
This is why search phrases such as t slot extrusion aluminum often point to modular framing rather than a single universal profile. The same goes for casual terms like 80/20 aluminum or 80/20 framing extrusion, which are often used as shorthand for the broader category. In metric naming, a 2020 aluminum extrusion usually refers to a 20 mm by 20 mm square member, while a 4040 aluminum extrusion usually refers to a 40 mm by 40 mm version with greater structural capacity.
T-slot systems are one subset of the broader extruded aluminium profile landscape. They are usually chosen when modularity matters more than a completely plain outer wall. By contrast, channels, tubes, and other custom structural shapes may be better when the design is more fixed or when slot-based accessories are not needed.
| Profile format | Assembly flexibility | Stiffness tendency | Accessory compatibility | Typical industrial uses |
|---|---|---|---|---|
| T-slot | High, because parts can slide, reposition, and bolt into the slots | Good, but depends heavily on series size and wall thickness | High, with T-nuts, brackets, panels, and cover strips | Workstations, guards, machine frames, partitions, test rigs |
| Channel | Moderate, usually more fixed once holes and fasteners are placed | Often useful for simpler support directions, but less modular | Moderate to low, usually without a dedicated slot hardware ecosystem | Rails, panel supports, trims, simple mounts |
| Closed profile or tube | Low to moderate, often requiring drilling, end fittings, or separate brackets | Often stronger in torsion and section continuity for a given envelope | Lower for quick add-ons unless designed for special fittings | Fixed frames, enclosures, structural members, cleaner exterior designs |
Common size families noted in the same reference include 20, 30, 40, and 45 mm series, with both metric and fractional systems used in the market. So names like 2020 and 4040 are helpful shortcuts, but they are still shortcuts. Buyers should confirm actual slot size, profile mass, and connector fit before assuming interchangeability.
T-slot is especially useful when speed of assembly, layout changes, or accessory mounting matter more than a plain exterior. It is commonly used for:
It may be a less natural fit when the structure needs the cleanest uninterrupted outside surface, when the design will never be reconfigured, or when a simple channel or closed tube already meets the load and attachment needs with fewer built-in features. Custom structural shapes can also bridge the gap, but they usually trade universal modularity for job-specific performance.
So, T-slot is not the whole story. It is one highly practical branch of the extruded aluminium profile market. And once you move from names to real selection, the important questions shift fast: actual dimensions, weight per length, straightness, slot details, and section properties. That is where the catalog stops being a picture and starts becoming engineering data.
A profile may look simple on a drawing, but the datasheet is where it becomes a real decision. In practice, the numbers in an aluminum extrusion profiles catalog tell you whether a part will fit, how stiff it will be, how easy it will be to machine, and even how expensive it may be to ship or assemble. Guidance from Aplank is useful here because it treats profile specifications as practical filters, not just catalog filler.
Start with the cross-section drawing. Width, height, wall thickness, slot geometry, and overall length define the basic envelope of the part. That said, nominal size is only the first checkpoint. Tolerances tell you how much the real piece is allowed to vary from the stated dimensions. Aplank notes that datasheets commonly call out width, height, wall thickness, straightness, twist, and flatness because even small variation can create alignment, sealing, or fastening problems.
Weight per length is just as practical. It affects manual handling, freight cost, support spacing, and sometimes the size of brackets or anchors needed downstream. Cut length tells you what actually arrives at the shop floor, not just the theoretical stock bar length. Finish thickness matters too, because coatings add build to the surface. In supplier-specific 2020 profile data, anodizing is listed around 10 to 25 um and powder coating around 60 to 80 um. On sliding accessories or tight slot fits, that added thickness can change assembly feel.
A simple example helps. When reviewing 2020 extrusion dimensions, do not stop at 20 x 20 mm. The same source lists slot width, slot depth, wall thickness, tolerance, and weight per meter as separate values. That fuller set of numbers is what determines whether a connector, cover strip, or panel insert will actually fit.
Many buyers scan an aluminum profile catalog for aluminum extrusion sizes first. Engineers keep reading into section properties. Vention shows why: two 45 x 45 mm profiles can share the same outside dimensions but have very different area moments of inertia. In one comparison, values ranged from 107,780 to 162,325 mm^4, and the 500 mm cantilever deflection under the same 1,500 N force changed from 8.28 mm to 5.58 mm. Higher moment of inertia means greater resistance to bending, so the member stays stiffer.
Section modulus answers a related question. Instead of focusing mainly on deflection, it helps you judge how efficiently a shape resists bending stress at its outer surface. In plain language, moment of inertia is mostly about stiffness, while section modulus is a quick guide to bending strength. Orientation matters as well. Vention lists different Ix and Iy values for a 45 x 90 mm profile, which means the same section can behave very differently depending on load direction. That is why identical-looking 2020 extrusion dimensions do not automatically mean identical structural performance across product families.
| Specification term | Plain-English meaning | Why it matters |
|---|---|---|
| Overall dimensions | The outside size and key internal features of the cross-section | Controls fit with panels, brackets, fasteners, and space limits |
| Wall thickness | How much metal is present in the section walls | Affects rigidity, thread engagement, machining, and die complexity |
| Tolerance range | The allowed variation from the nominal size | Determines fit-up quality, interchangeability, and assembly risk |
| Straightness, twist, flatness | How much the profile bows, rotates, or departs from a true plane | Important for long runs, visible lines, and CNC fixturing |
| Weight per length | The mass of each meter or foot of profile | Influences handling, freight, support design, and total system weight |
| Moment of inertia | A measure of resistance to bending in a given axis | Helps estimate stiffness and likely deflection |
| Section modulus | A measure of bending efficiency at the outer fibers of the shape | Helps compare bending stress capacity between shapes |
| Finish thickness | The build of anodizing, paint, or powder on the surface | Affects corrosion performance, appearance, and fit in tight interfaces |
| Cut length | The delivered saw length and its allowed variation | Reduces waste and prevents rework during assembly |
A good aluminum extrusion profiles catalog helps narrow options quickly, but approval should rest on the full datasheet. The same numbers can point to very different choices once the use environment comes into focus. A facade trim, machine frame, enclosure, or rail may share an alloy family and similar geometry, yet each one asks the aluminum profile to do something different.
A profile only becomes the right choice when its shape, alloy, and finish match the environment it will live in. Application examples gathered by Jiangyin Jianbang and Proax range from curtain wall mullions and window frames to machine guards, workstations, guide rail supports, control panel frames, and battery enclosures. The process is the same. The priorities are not.
Architectural sections usually reward appearance first, then durability. Facade trims, window frames, door profiles, cladding members, and other visible sections need clean lines, repeatable dimensions, and a finish that stays presentable in service. The Jianbang guide identifies 6063 as a common alloy for window frames, door profiles, and architectural trim because it combines good extrudability with a strong surface-finish reputation. In these applications, anodizing or powder coating is often more suitable than raw mill finish, especially when color consistency, corrosion resistance, and easy maintenance matter.
Geometry also shifts in visible work. Slim channels, trim profiles, and facade members often use smoother transitions and cleaner exterior faces because a waviness or mismatch that might be acceptable on a hidden support can stand out immediately on a building elevation.
Industrial uses are usually less forgiving about fit and function than about cosmetics. Proax lists machine guards, assembly lines, workstations, clean room partitions, equipment mounts, and custom machine frames among the most common applications. That is where aluminum framing becomes especially practical. A modular aluminum frame typically values connector access, stiffness, and changeability more than decorative perfection.
Enclosures and handling systems add another layer. An extruded aluminium enclosure for controls, electronics, or battery-related hardware often benefits from closed or semi-hollow geometry, machinable faces, and a finish that resists wear or corrosion. For support paths and guides, buyers often compare extruded aluminum rails with aluminum channel extrusions because the cross-section decides whether the part mainly carries load, locates a panel, or guides motion. In a simple support layout, an extruded aluminium channel may be enough. In a more integrated layout, a dedicated aluminum extrusion rail can reduce brackets, drilling, or secondary hardware.
| Application type | Preferred geometry tendencies | Finish priorities | Key selection questions |
|---|---|---|---|
| Architectural facades and trims | Visible faces, clean edges, symmetrical sections, mullions, trim channels | Anodizing or powder coating for appearance and weather resistance | Which faces are exposed, and how critical is color and surface consistency? |
| Machine frames and guards | T-slot, rectangular, or box-like sections with good joining access | Mill finish, anodized, or powder coated depending on wear, cleaning, and corrosion | Will the structure be reconfigured, and where are the real load paths? |
| Enclosures and covers | Closed or semi-hollow sections, removable panel interfaces, machining-friendly faces | Protective finish for scratches, corrosion, and maintenance needs | Are cable routing, sealing, access panels, or thermal concerns part of the design? |
| Rails and channels | Straight channel, track, or guide geometry with controlled edges and mounting features | Finish based on exposure, sliding contact, and edge durability | Is a simple channel enough, or does the job need a more specialized rail profile? |
| Other industrial structures | Weight-efficient structural sections for supports, partitions, transport, or racking | Corrosion resistance indoors or outdoors, with finish chosen for service environment | What matters most: low weight, stiffness, assembly speed, or long-term exposure? |
Selection advice from Can Art starts with the basics, application, dimensions, environment, and aesthetic requirements. That simple filter still works well before contacting any supplier.
By this point, the options usually narrow fast. What remains is less about theory and more about purchasing judgment: whether a stock profile can do the work, or whether custom tooling and coordinated finishing are worth the move.

That purchasing decision usually comes down to a practical split: use one of the standard aluminum extrusions already in circulation, or invest in a custom aluminum extrusion that fits the job more precisely. Stock sections often reduce upfront tooling cost and can simplify early scheduling because a new die may not be required. Custom work gives you more design freedom, but timing becomes more sensitive to die creation, sample review, finishing coordination, and production planning. If you are asking where to buy extruded aluminum or where to buy aluminum extrusion, the stronger question is who can prove capability, not just who can send a quote.
Standard catalog profiles are often the best choice when the geometry is common, the schedule is tight, and small design adjustments are acceptable. They also make sense when you want to move quickly into cutting, machining, or assembly without waiting on new tooling. For buyers comparing aluminium extrusions for sale online, a stocked section is usually a smart first option to check before committing to custom development.
Custom tooling starts to earn its value when a standard section would force too much secondary machining, wasted material, awkward assembly, or visible design compromise. Alu4All notes that die creation for custom work typically takes 2 to 4 weeks, while total lead time can also shift with alloy choice, order quantity, post-processing, factory workload, and shipping. That makes trial runs and sample approval important, especially when finish quality or dimensional fit is critical. Guidance from Aluphant recommends checking samples against CAD dimensions, surface finish, coating thickness, mechanical requirements when relevant, and packaging protection before mass production approval.
Strong supplier qualification reaches beyond price. The audit structure shared by Aluphant focuses on process control, inspection equipment, quality documentation, delivery reliability, and technical feedback, which are the factors that usually prevent delays and rejected lots later.
Useful catalog review starting points include:
The right sourcing path is rarely the cheapest-looking one on day one. It is the one that gets the profile approved, finished, packed, and delivered with fewer surprises once production starts.
An extruded aluminium profile is a long aluminum section with one consistent cross-section along its length. It is made by forcing heated alloy through a shaped die. The result is the profile itself, not necessarily a finished product. It may later be cut, drilled, machined, coated, or assembled into items such as frames, rails, enclosures, trims, or structural members.
Production usually starts with billet selection and heating, by die preparation and pressing the softened alloy through the die. After that, the profile is supported as it exits, cooled, straightened, cut to length, and sometimes aged to reach the required temper. Final inspection checks dimensions, straightness, surface condition, and any other agreed requirements. Each stage affects how stable, clean, and repeatable the finished section will be.
Choose alloy and finish as one combined decision. If appearance, fine geometry, and easier finishing matter most, grades like 6060 or 6063 are often strong options. If the part needs more structural capability, 6061 or 6005A may fit better, while 6082 should be confirmed with the supplier's actual datasheet and temper. For finishes, mill finish suits hidden or secondary parts, anodizing supports corrosion resistance and a clean metallic look, and powder coating is useful when color and surface coverage are important.
T-slot is usually the better choice when the design needs modular assembly, easy reconfiguration, or frequent accessory mounting. It works well for workstations, guards, machine frames, partitions, and adjustable structures because connectors and panels can be added along the slot. A plain channel or closed tube may be a better fit when the structure is fixed, the outer surface needs to stay cleaner, or the application does not need slot-based hardware.
Start with the drawing revision, alloy, temper, finish, critical dimensions, and length requirements. Then confirm tolerance capability, straightness, twist, finish thickness, machining support, packaging, and die ownership. If you are comparing custom suppliers, ask about trial samples, inspection reports, and lead times for tooling and finishing. For buyers reviewing aluminium extrusions for sale, supplier catalogs can help narrow options; for example, Shengxin Aluminium is a useful catalog resource when comparing custom profile choices, anodized options, and architectural or industrial finish capability, but the final decision should still rest on verified samples and process control.




 Интернет Сервис
Интернет Сервис 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 русский
русский English
English français
français Deutsch
Deutsch español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська