Ever looked at a frame corner and wondered how it got that smooth, curved finish instead of a sharp edge? That's where aluminum quarter round extrusion comes in. This specialized aluminum extrusion profile serves a specific purpose in modular framing systems, and understanding its geometry is the first step to using it correctly.
An aluminum quarter round extrusion is a profile with a cross-section shaped like a quarter circle, featuring two flat faces that meet at a 90-degree interior angle and one convex curved face forming the exterior radius.
Sounds simple enough, right? But this geometry makes it fundamentally different from the rectangular T-slot profiles you'll find dominating most aluminum extrusion profiles catalogs. The quarter round exists for three core reasons: aesthetic corner finishing, elimination of sharp edges for safety, and structural corner reinforcement in enclosures and frames.
Imagine slicing a cylinder lengthwise into four equal pieces. One of those pieces gives you the quarter round shape. The two flat faces typically carry T-slots for hardware attachment, while the curved exterior face provides the finished look. This geometry makes extrusion aluminum profiles in the quarter round category ideal for corners where you want visual appeal without sacrificing functionality.
For engineers, the key detail is that the two flat faces meet at exactly 90 degrees internally. This allows the profile to nest into frame corners while distributing loads across both adjoining members. For makers and DIY builders, think of it as the profile that turns a sharp corner into a smooth, touchable curve. For procurement buyers browsing a catalog, quarter round profiles fall under specialty or corner profile categories rather than standard structural shapes.
Standard rectangular T-slot profiles, like the single profiles used for machine guards and enclosures, have channels on all four sides. They're workhorses for building frames, carts, and workstations. Quarter round profiles, by contrast, sacrifice two of those slot faces for the curved exterior.
This trade-off matters. You get fewer mounting options but gain a finished corner appearance and safer edges. Rectangular profiles excel at mid-span connections and structural runs. Quarter round profiles shine at visible corners where aesthetics and safety intersect. Understanding what is aluminum extrusion in its various forms helps you pick the right profile for each position in your build rather than forcing one shape to do everything.
When you browse an aluminum extrusion profiles catalog, you'll notice most quarter round profiles list 6063 as the alloy. Why this specific grade? It comes down to a balance of properties that makes 6063 the go-to choice for architectural and structural aluminum extrusions worldwide.
The 6063 designation refers to an aluminum-magnesium-silicon alloy in the 6xxx series. This family of alloys gains strength through heat treatment rather than cold working, which means manufacturers can push complex shapes through extrusion dies without sacrificing mechanical performance. For quarter round profiles with their curved geometry and integrated T-slots, this extrudability is essential.
Think of 6063 as the architectural alloy. It earned that nickname because it delivers exactly what window frames, door systems, and display enclosures need: a smooth surface finish that anodizes beautifully, decent corrosion resistance for indoor and outdoor use, and enough strength for light-to-medium structural applications.
The alloy's chemical makeup drives these characteristics. Silicon content ranges from 0.2 to 0.6 percent, while magnesium sits between 0.45 and 0.9 percent. These elements combine to form magnesium silicide precipitates during heat treatment, which strengthen the aluminum matrix. Iron content stays below 0.35 percent to maintain surface quality and minimize intermetallic compounds that could affect anodized aluminum extrusions.
In the T6 temper, which is the most common condition for structural profiles, 6063 achieves a minimum proof stress of 170 MPa and tensile strength of 215 MPa. This positions it as a medium-strength alloy, stronger than commercially pure aluminum but below high-strength aerospace grades. For quarter round profiles used in machine guards, enclosures, and architectural frames, this strength level handles typical loads without overengineering.
What does 6063 mean for your shop floor work? When cutting aluminum channel extrusions or quarter round profiles, you'll find the material machines predictably. It doesn't gum up saw blades like softer alloys, and it holds tight tolerances during drilling operations. The thermal conductivity of approximately 160 to 180 W/m·K means heat dissipates quickly during machining, reducing the risk of thermal distortion.
Welding 6063 requires understanding one key limitation: heat-affected zone softening. When you weld T6 temper material, the area adjacent to the weld loses strength because the heat dissolves and coarsens the strengthening precipitates. This matters for structural assemblies where weld joints carry load. Post-weld heat treatment can restore some properties, but many fabricators design around this by placing welds in low-stress areas or using mechanical fasteners instead.
The alloy's anodizing behavior deserves attention if your project involves visible surfaces. Unlike aluminum extrusion with iron contamination or high copper content, 6063's controlled chemistry produces consistent oxide layers during anodizing. This translates to uniform color across multiple profiles, which matters when you're building an enclosure or display case where mismatched finishes would stand out. If you follow aluminum extrusion news, you'll notice 6063 remains the dominant choice for architectural applications precisely because of this finishing consistency.
Understanding the alloy behind your quarter round profile helps you make informed decisions about fabrication methods, joint design, and finish specifications. With the material properties covered, the next consideration is how these profiles fit into the broader T-slot ecosystem and which series sizing works for your application.
Here's where things get interesting. A quarter round profile doesn't exist in isolation. It's part of a modular framing ecosystem where every component must work together. Pick the wrong series, and your T-nuts won't fit, your brackets won't align, and you'll be starting over with a pile of incompatible parts.
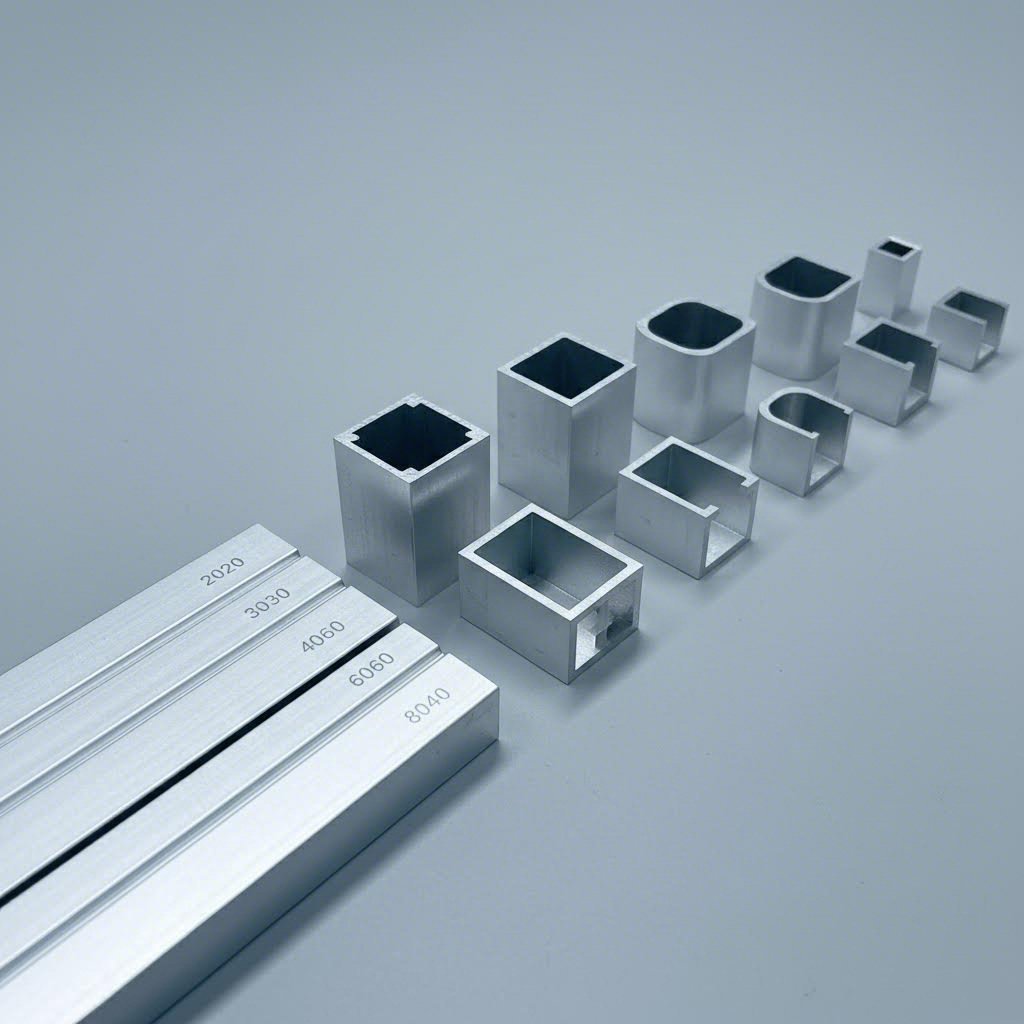
T slot aluminum extrusion systems organize profiles by series, which refers to the nominal cross-section dimension. When you see "20 series" or "40 series," that number tells you the basic profile width and, more importantly, which hardware family works with it. A 20mm series profile uses 20mm-compatible T-nuts, brackets, and connectors. Mix a 30mm T-nut into a 20mm slot, and it simply won't seat properly.
Think of series sizing like a language. All profiles within the same series speak the same language, meaning their slots, hardware, and connectors are interchangeable. Quarter round profiles are designed to integrate seamlessly with rectangular, square, and other aluminum extrusion shapes within their series family.
Common metric series include 20mm, 30mm, and 40mm standards. For each series, manufacturers typically offer single profiles like 2020 aluminum extrusion (20x20mm) and double-wide variants like 20x40mm or 4040 aluminum extrusion (40x40mm). The series you choose depends on where your project falls on the weight versus strength scale. Smaller extrusions won't be as strong or rigid as larger ones, which matters when you're building machine guards or load-bearing frames.
Quarter round profiles follow this same logic. A 40 series quarter round has slot dimensions that match 40 series rectangular profiles, so you can connect them using standard 40 series T-nuts and brackets. This interoperability is what makes the 80 20 aluminum extrusion ecosystem so powerful for custom builds. You're not locked into one profile shape; you can mix rectangular runs with quarter round corners while keeping all your hardware consistent.
Here's where buyers often trip up. Metric and imperial T-slot systems are not interchangeable. A 1.0 inch imperial profile and a 25mm metric profile might look similar, but their slot widths, T-nut sizing, and connector hardware differ enough to cause problems.
Metric measurements offer global compatibility and standardized components, making them the default choice for international projects or when sourcing parts from multiple suppliers. The base-10 structure ensures consistent scaling, which simplifies design calculations and component alignment.
Imperial measurements, common in U.S. manufacturing, offer familiarity for American fabricators and compatibility with existing equipment built to inch standards. In industries like aerospace and automotive, imperial measurements remain prevalent due to historical practices and established specifications. If your shop already runs on inch-based tooling, switching to metric 80 20 aluminum extrusions might create more headaches than it solves.
The practical takeaway? Decide on metric or imperial before you order anything. Once you commit to a system, stick with it throughout your project. Mixing systems means incompatible hardware, misaligned connections, and wasted material.
| Series Type | Profile Dimension | System | Typical Use Context |
|---|---|---|---|
| 15 Series | 15x15mm | Metric | Light-duty frames, electronics enclosures, maker projects |
| 20 Series | 20x20mm, 20x40mm | Metric | Display cases, small machine guards, workstation frames |
| 30 Series | 30x30mm, 30x60mm | Metric | Medium-duty enclosures, automation equipment, carts |
| 40 Series | 40x40mm, 40x80mm | Metric | Heavy machine guards, industrial frames, structural assemblies |
| 1.0 Inch | 1"x1", 1"x2" | Imperial | U.S. manufacturing, aerospace fixtures, legacy equipment |
| 1.5 Inch | 1.5"x1.5", 1.5"x3" | Imperial | Heavy-duty U.S. industrial applications, large enclosures |
A 15 series aluminum extrusion works well for lightweight applications where rigidity requirements are modest. Step up to 8020 aluminum extrusion in the 40 series when you need structural corners that can handle real loads. The quarter round profile you select should match the series of your rectangular profiles so everything connects without adapter hardware or improvised solutions.
With series compatibility sorted, the next question is whether your quarter round profile serves as a structural member or a finishing trim, because that distinction changes how you specify and install it.
Here's where many projects go sideways. You've selected the right series, confirmed your hardware compatibility, and ordered your quarter round profiles. But did you specify them for the right job? This profile plays two fundamentally different roles, and confusing them leads to either over-engineering a simple trim application or under-engineering a structural corner that needs real strength.
The distinction matters because it affects everything from profile thickness to mounting method to finish specification. Get it wrong, and you'll either waste money on unnecessary material or end up with a corner that can't handle the load.
When quarter round serves as a structural member, it becomes an integral part of your aluminum extrusion frame. The two flat faces bond to adjacent panels or connect to rectangular profiles using T-nuts and brackets, while the curved face presents outward as the finished exterior. In this role, the profile contributes to the overall rigidity and load-bearing capacity of the assembly.
Imagine building an aluminum extrusion enclosure for a CNC router or a modular machine guard. The quarter round corners aren't just decorative. They're tying the frame together, distributing forces from one wall panel to the next, and providing a safe, rounded exterior that workers won't catch themselves on during operation.
Structural applications typically demand:
In these cases, you're selecting quarter round as one of many aluminum extrusion parts that work together structurally. The profile's wall thickness, alloy temper, and connection method all matter because the corner is doing real work.
The second role is purely aesthetic and protective. Here, the quarter round covers raw panel edges, softens corners for safety, and provides a polished look without contributing to structural performance. Think of it like crown molding in a house. It finishes the space but doesn't hold up the ceiling.
Architectural aluminum extrusions excel in this trim role because of their superior finishing characteristics. The 6063 alloy's smooth surface takes anodizing beautifully, producing the clean appearance that display cases, furniture, and retail fixtures demand.
Trim applications typically include:
When quarter round serves as trim, you can often specify lighter-weight profiles, simpler attachment methods, and prioritize surface finish over mechanical properties. The profile isn't carrying load. It's just making the assembly look and feel complete.
Knowing when to skip the quarter round entirely builds credibility and saves you from forcing the wrong profile into a job it wasn't designed for. Sometimes a different shape is simply the better choice.
Consider rectangular profiles instead when you need T-slot access on all four faces of a corner member. Quarter round sacrifices two slot faces for its curved exterior, which limits hardware mounting options. If your design requires attaching components to the corner from multiple directions, a standard rectangular profile gives you more flexibility.
Angle extrusion, the classic L-bracket profile, often wins when you need a simple inside corner reinforcement without the curved exterior. Angles are lighter, less expensive, and provide a clean 90-degree internal corner that works well for hidden structural joints. If the corner won't be visible or touched, the aesthetic benefit of quarter round adds cost without adding value.
Flat bar makes sense when you're simply covering a panel edge without needing the 90-degree corner geometry. If your application involves a single straight edge rather than a corner transition, flat bar provides the coverage without the unnecessary complexity of a quarter round cross-section.
The decision framework is straightforward: if the corner is visible and touchable, and you need both structural contribution and a finished appearance, quarter round earns its place. If the corner is hidden, purely structural, or doesn't involve a 90-degree transition, another profile type likely serves you better.
Once you've determined the role your quarter round will play, the next step is understanding how it compares directly against other profile shapes in a side-by-side evaluation.
Browsing a profile catalog can feel overwhelming. You'll see flat bars, angle extrusions, rectangular T-slot profiles, and quarter rounds all sitting side by side. Which one actually fits your corner application? The answer depends on what you're optimizing for: structural performance, aesthetic finish, hardware flexibility, or some combination of all three.
This comparison breaks down the key differences so you can make an informed choice rather than guessing and hoping for the best.
| Profile Type | Cross-Section Shape | Typical Structural Role | Slot Face Accessibility | Aesthetic Finish Quality | Corner Application Suitability | Hardware Compatibility |
|---|---|---|---|---|---|---|
| Quarter Round | Quarter circle with two flat faces at 90 degrees, one curved exterior | Corner reinforcement, exterior finishing | Two faces (flat sides only) | Excellent; smooth curved face anodizes well | Ideal for visible exterior corners | Standard T-nuts on flat faces; series-specific |
| Rectangular T-Slot | Square or rectangular with T-slots on all four faces | Primary structural member, mid-span connections | Four faces (all sides) | Good; flat surfaces finish uniformly | Functional but leaves sharp corners exposed | Full T-nut access on all faces; maximum flexibility |
| Aluminum Angle Extrusion | L-shaped with two flat legs meeting at 90 degrees | Inside corner brackets, reinforcement | None (no T-slots) | Moderate; simple geometry limits visual interest | Best for hidden inside corners | Requires drilling for fasteners; no T-slot hardware |
| Flat Bar | Simple rectangular strip | Edge covering, shims, mounting strips | None (no T-slots) | Basic; flat surface only | Single-edge applications only; not for corners | Requires drilling; no integrated mounting features |
When you're deciding between quarter round and standard aluminum extrusions in rectangular form, the trade-off centers on slot accessibility versus aesthetics. Rectangular profiles give you T-slot access on all four faces, which means maximum hardware mounting flexibility. You can attach brackets, panels, sensors, and accessories from any direction without planning around limited slot positions.
Quarter round sacrifices two of those slot faces for its curved exterior. That's a deliberate design choice. The curved face exists to eliminate sharp corners and provide a finished appearance that rectangular profiles simply can't match. If your frame corner will be visible and touchable, especially in high-traffic areas or consumer-facing applications, the quarter round's aesthetic advantage justifies the reduced slot access.
The aluminum extrusion die that creates each profile determines these characteristics. Rectangular dies produce the workhorse profiles that form the backbone of most frames. Quarter round dies create specialty profiles for specific corner applications. Neither is universally better; they serve different purposes within the same ecosystem.
Choose rectangular when you need hardware attachment flexibility at corners or when the corner won't be visible. Choose quarter round when the corner faces outward and appearance matters.
Aluminum angle extrusion, the classic L-shaped profile, serves a fundamentally different purpose than quarter round. Angles reinforce inside corners where two surfaces meet at 90 degrees. They're hidden structural elements that add rigidity without contributing to the visible exterior.
Quarter round does the opposite. It finishes outside corners where the curved face presents to the world. You wouldn't use an angle where you need a smooth, touchable exterior, and you wouldn't use quarter round where you need a hidden inside bracket.
The hardware story differs too. Aluminum t extrusion profiles with integrated T-slots let you use standard T-nuts and bolts for assembly. Angle extrusions lack T-slots entirely, so you'll need to drill holes and use conventional fasteners. This makes angles simpler and lighter but less convenient for modular assembly systems.
Angles win when you need lightweight inside corner reinforcement at lower cost. Quarter round wins when the corner is visible, needs to be safe to touch, and must integrate with T-slot hardware on its flat faces.
Flat bar occupies yet another niche. It covers single edges rather than corners. If your application involves protecting a panel edge along a straight run rather than transitioning around a 90-degree corner, flat bar does the job with less material and complexity. But the moment you need to wrap around a corner, flat bar falls short and quarter round or aluminum corner extrusion becomes the right choice.
The comparison comes down to matching geometry to application. Each profile shape exists because a specific aluminum extrusion trim or structural need demanded it. Understanding these distinctions helps you specify the right profile the first time rather than discovering mid-project that you ordered the wrong shape.
With the profile comparison clear, the next consideration is surface finish, because the same quarter round profile can look and perform very differently depending on whether it's mill finish, clear anodized, or black anodized.

You've picked the right profile shape and series. Now comes a decision that affects both appearance and longevity: surface finish. The same quarter round profile can look industrial and raw or sleek and premium depending on how it's treated after leaving the aluminum extrusion press. Understanding your options prevents costly mistakes and ensures the finish matches your application.
Mill finish is exactly what it sounds like: the raw, untreated surface straight from the extrusion process. It has a dull, matte appearance with visible die lines and minor surface imperfections. The aluminum profiles extrusion comes out of the press with only a natural oxide layer of roughly 2 to 3 nanometers, which offers minimal protection against corrosion.
When does mill finish make sense? Budget-conscious industrial builds where the profile stays hidden inside an enclosure. Assemblies destined for painting or powder coating later. Welded structures where anodizing would interfere with joint preparation. Quick prototypes or temporary fixtures where long-term durability isn't the priority.
Anodized aluminum tells a different story. The aluminum extrusion process for anodizing submerges the profile in an acid electrolyte bath while passing electric current through it. This electrochemical reaction grows a hard aluminum oxide layer that's 5 to 150 micrometers thick, up to 50,000 times thicker than the natural oxide on mill finish. The result is a surface that resists corrosion, shrugs off UV damage, and handles wear far better than raw aluminum.
Here's the critical distinction: anodizing isn't a coating applied on top of the aluminum. It's an integral transformation of the surface itself. The oxide layer grows into the metal rather than sitting on it. This means it won't chip, peel, or flake off like paint or powder coating might under impact or abrasion. For an aluminum extrusion case housing sensitive electronics or a machine guard taking daily abuse, this durability matters.
Clear anodizing produces a clean silver appearance that enhances the natural aluminum look. It's the standard choice for architectural applications, display cases, and consumer-facing products where you want that classic metallic aesthetic with improved performance.
Black aluminum extrusion has become increasingly popular for good reason. The black anodizing process starts with standard anodizing to create the porous oxide layer, then introduces black dye that penetrates those pores. A final sealing step locks the color in permanently.
Why go black? The finish absorbs light rather than reflecting it, which reduces glare in optical equipment and photography setups. Black anodized surfaces radiate heat more effectively than bare aluminum, making them useful for heat sinks and thermal management applications. And aesthetically, black aluminum extrusion delivers a premium, modern look that works well in machine guards, electronics enclosures, and architectural frames.
The aluminum extrusion machining characteristics remain largely unchanged after anodizing. You can still drill, tap, and cut anodized profiles, though you'll expose raw aluminum at cut edges that may need touch-up treatment. For quarter round profiles where the curved face is the visible exterior, black anodizing creates a striking contrast against polycarbonate panels or stainless steel hardware.
Powder coating deserves mention for color-critical applications. Unlike anodizing, which limits you to colors that dyes can produce, powder coating offers virtually unlimited color matching. The trade-off is that powder coating sits on the surface rather than integrating with it, making it more susceptible to chipping under impact. For quarter round profiles in retail displays or branded environments where specific corporate colors matter, powder coating fills a gap that anodizing can't.
| Finish Type | Appearance | Hardness Benefit | Corrosion Resistance | Cost Tier | Best-Use Context |
|---|---|---|---|---|---|
| Mill Finish | Dull, matte, visible die lines | None; base aluminum hardness only | Low; thin natural oxide offers minimal protection | Lowest | Hidden structural parts, pre-paint applications, prototypes |
| Clear Anodized | Clean silver, smooth, uniform | High; oxide layer significantly harder than base metal | High; sealed oxide blocks moisture and contaminants | Medium | Architectural frames, display cases, consumer products |
| Black Anodized | Matte black, light-absorbing | High; same oxide hardness as clear anodized | High; sealed and dyed oxide layer | Medium-High | Machine guards, electronics enclosures, aesthetic frames |
| Powder Coated | Any color; smooth or textured options | Moderate; coating adds surface protection | High when properly applied; can chip under impact | Medium-High | Color-matched retail fixtures, branded environments |
The finish you specify should match both the functional demands and the visual context of your project. Mill finish saves money on hidden parts. Clear anodizing delivers durability with a classic look. Black anodizing adds aesthetic impact and thermal benefits. Powder coating unlocks custom colors when brand identity matters.
With surface finish decisions made, the next practical question is how to cut and fabricate these profiles cleanly, and what to expect when ordering cut-to-length from a supplier.
You've selected the right profile, confirmed your series compatibility, and specified the perfect finish. Now comes the moment of truth: cutting aluminum extrusion without ruining it. A bad cut means crooked frames, hardware that won't seat properly, and wasted material. A good cut means parts that fit together on the first try.
Whether you're fabricating quarter round profiles in your shop or ordering custom aluminum extrusion pre-cut from a supplier, understanding the cutting process helps you get better results and avoid costly mistakes.
Not all cutting methods work equally well on aluminum. The wrong approach generates heat, leaves rough edges, and can damage anodized finishes. The right approach produces clean, square cuts with minimal post-processing.
A miter saw with a carbide-tipped blade designed for non-ferrous metals is the preferred tool for cutting aluminum extrusion. These blades have tooth geometry optimized for aluminum's softness and tendency to gum up. The result? Clean cuts, minimal burr formation, and no heat buildup that could affect your anodized finish or warp the profile.
Cold saws offer another excellent option, especially for production environments. They cut slowly but precisely, generating almost no heat. If you're working with black anodized quarter round profiles where finish quality matters, a cold saw preserves that surface better than faster cutting methods.
What should you avoid? Abrasive cutoff wheels. They generate significant heat through friction, which can discolor anodized surfaces, create rough edges, and even affect the temper of the aluminum near the cut. The rough finish they leave behind requires extensive deburring and still won't match the quality of a proper saw cut. For an aluminum extrusion slider track or any profile where smooth edges matter for function, abrasive wheels simply don't cut it.
Here's the step-by-step process for cutting aluminum extrusion like a pro:
That deburring step deserves emphasis. Even clean cuts leave small burrs that can cause injury during handling and prevent T-nuts from seating flush. A quick pass with a deburring tool or fine file takes seconds but makes a real difference in assembly quality and safety.
When working with specific profile sizes like 2020 aluminum extrusion dimensions, the clamping setup matters. Smaller profiles can shift more easily during cutting, so use appropriate clamps and supports. Larger profiles like 40x80mm need support on both ends to prevent sagging that could affect cut squareness.
Here's a question worth asking: should you cut profiles yourself or order them pre-cut? For many projects, especially those requiring tight tolerances or large quantities, ordering cut-to-length from your supplier makes more sense than field cutting.
Suppliers with CNC aluminum extrusion machine capabilities can hold tighter tolerances than most shop cuts. Standard cut-to-length tolerances typically range from +/- 0.2mm to +/- 0.5mm depending on the profile size and complexity. That's tighter than what most hand-operated miter saws can reliably achieve, especially across multiple cuts.
Why does this matter? When you're building a frame with quarter round corners, every piece needs to match. A half-millimeter variance on one cut might seem trivial, but multiply that across eight corner pieces and four wall panels, and suddenly your frame doesn't square up. Pre-cut profiles from a supplier with proper equipment eliminate this cumulative error.
When ordering cut-to-length, communicate clearly with your supplier:
The cost calculation often favors pre-cut ordering. Yes, you pay a cutting fee. But you eliminate material waste from bad cuts, save labor time on fabrication, and avoid shipping oversized stock that costs more to transport. For custom aluminum extrusion projects where precision matters, the math usually works out in favor of letting the supplier handle cutting.
Some suppliers offer CNC pre-cut profiles to exact specifications, which saves hassle, reduces tooling wear on your equipment, and simplifies logistics. You order what you need; they ship it ready for assembly.
With your profiles cut to length and deburred, the next step is understanding the hardware ecosystem that connects everything together.
You've got your quarter round profiles cut and deburred. Now what? Without the right hardware, those profiles are just expensive aluminum sticks. The modular assembly system that makes t slot aluminum extrusions so powerful depends entirely on compatible aluminum extrusion connectors, fasteners, and accessories working together seamlessly.
Here's what many buyers discover too late: the curved face of a quarter round profile typically does not carry a T-slot. That means all your hardware attachment happens on the two flat faces only. Plan your connections accordingly, or you'll find yourself redesigning mid-assembly.
The T-nut is the foundation of every connection in the T-slot ecosystem. These specially shaped fasteners slide into the T-slot channel and lock in place when you tighten a bolt through them. For quarter round profiles, you'll work with the slots on both flat faces while the curved exterior remains hardware-free.
How do T-nuts actually work? The nut's wide flanges sit inside the slot's internal shoulders. When you thread a bolt into the nut and tighten it, the flanges pull up against those shoulders, creating a strong, friction-based connection that can hold significant loads. The beauty of this system is positioning flexibility. You can slide the T-nut anywhere along the slot before locking it down.
Selecting the right T-nut size comes down to matching your profile series. A 40 series quarter round uses 40 series T-nuts, which fit the slot width and depth specific to that series. Drop a 20 series T-nut into a 40 series slot, and it won't engage the shoulders properly. The connection will be weak or impossible to tighten.
Common T-nut varieties include:
The bolt choice matters too. Socket head cap screws are the standard for aluminum extrusion brackets and connections because their low-profile heads fit cleanly against bracket surfaces. Thread sizes typically match the T-nut: M4, M5, M6, or M8 for metric systems. Tighten to the manufacturer's recommended torque to achieve proper clamping force without stripping threads or damaging the profile.
T-nuts handle the structural connections, but a complete assembly needs finishing hardware too. End caps, corner brackets, and panel retainers turn a collection of profiles into a polished, functional frame.
End caps finish exposed profile ends where the raw aluminum cross-section would otherwise show. For quarter round profiles, these caps cover the distinctive quarter-circle shape and protect against dust accumulation in the slots. You'll find two main types: snap-in plastic caps that press into the slot openings, and screw-in caps that fasten through the profile's center bore. Plastic caps work well for most applications and cost less. Aluminum caps match the profile material for a more refined appearance on visible assemblies.
Corner brackets, also called gussets, are essential aluminum extrusion accessories for joining quarter round profiles to adjacent rectangular profiles in a frame. These L-shaped or triangular plates attach to the flat faces of both profiles using T-nuts, creating rigid 90-degree connections. Gusseted brackets with reinforcing ribs provide extra stiffness against racking forces, which matters when you're building an aluminum extrusion workbench or machine guard that needs to stay square under load.
When selecting corner brackets, match the series to your profiles. A 40 series bracket has hole spacing designed for 40 series slot positions. Using mismatched brackets forces you to improvise with oversized holes or adapter plates, weakening the connection and complicating assembly.
Panel retainers capture thin sheet materials like polycarbonate, acrylic, or aluminum sheet within the T-slot channels. These accessories let you build enclosed frames without drilling through panels. The panel edge slides into a retainer strip or directly into the slot, held in place by the slot geometry or a secondary fastener. For an aluminum extrusion table with a solid work surface, panel retainers secure the top without visible fasteners marring the surface.
Here's a quick reference for the hardware ecosystem:
The hardware you select directly affects assembly speed and final quality. Buying aluminum extrusion frame kits that include matched hardware eliminates compatibility guesswork. If you're sourcing components separately, verify series compatibility before ordering. A box of wrong-sized T-nuts is useless, and returning hardware costs time and shipping fees.
Remember that the curved face of your quarter round profile won't accept any of this hardware. All brackets, T-nuts, and panel retainers attach to the two flat faces only. This constraint shapes your design decisions, so plan connection points early rather than discovering limitations during assembly.
With the hardware ecosystem understood, the next consideration is selecting the right profile size for your specific project requirements.
You've got the series figured out, the hardware sorted, and the finish specified. But here's where projects succeed or fail: picking the right aluminum extrusion sizes for your actual application. Too small, and your frame flexes under load. Too large, and you've wasted money on unnecessary material. The goal is matching profile dimensions to what your project actually demands.
Think of profile sizing as a balancing act between four key variables: frame scale, load requirements, panel thickness, and visual presence. Get these right, and your quarter round corners will perform exactly as intended. Miss the mark, and you'll be reordering.
The relationship between profile size and structural performance isn't complicated once you understand the basics. Larger profiles resist bending better than smaller ones. That's intuitive. But how much larger do you actually need?
Start with your frame's overall dimensions. A small display case measuring 500mm on each side has very different requirements than a machine guard enclosure spanning 2 meters. The longer your unsupported spans, the more rigidity you need from each profile to prevent deflection under load.
Here's a practical way to think about it. A 1010 aluminum extrusion (1" x 1" imperial) will deflect approximately 1/10" when 46 lbs is applied to the center of a 36" span with both ends supported. Step up to a 2020 series (2" x 2"), and that same deflection threshold jumps dramatically. The difference in load capacity between profile sizes isn't linear; it's exponential.
Load type matters as much as load magnitude. Static loads, like equipment sitting on a shelf, stress profiles differently than dynamic loads from moving machinery or personnel leaning against a guard. Point loads concentrated in one spot create more deflection than distributed loads spread across the span. When you're designing for worst-case scenarios, consider what happens if someone stands on your structure to reach something overhead.
The five-factor selection framework used by experienced fabricators considers load and deflection, span and support frequency, joint accessories, environment, and budget together. If your structure will be pushed, stood on, or hold moving machinery, start your evaluation at mid-range profiles rather than the smallest option.
| Profile Size Range | Metric Examples | Imperial Examples | Application Scale | Load Context | Typical Use Cases |
|---|---|---|---|---|---|
| Small (15-20mm) | 15x15mm, 20x20mm | 1.0" x 1.0" | Compact frames under 600mm spans | Light static loads; minimal deflection tolerance | Display cases, electronics enclosures, maker projects, sensor mounts |
| Mid-Range (25-40mm) | 30x30mm, 3030 aluminum extrusion, 40x40mm, 2040 aluminum extrusion | 1.5" x 1.5" | Medium frames with 600mm-1200mm spans | Moderate static and light dynamic loads | Machine guards, workstation frames, industrial carts, safety fencing |
| Large (45mm+) | 45x45mm, 4080 aluminum extrusion, 8040 aluminum extrusion | 2.0" x 2.0" and larger | Heavy frames with spans exceeding 1200mm | Heavy static loads; dynamic loads; deflection-critical applications | Test rigs, gantries, machine bases, heavy equipment stands, portal frames |
Notice how the mid-range profiles like 3030 aluminum extrusion and 2040 aluminum extrusion cover the broadest application range. That's not coincidence. These sizes hit the sweet spot between cost, rigidity, and hardware availability. If you're unsure where your project falls, starting with a 30 or 40 series profile gives you margin for error without excessive overbuilding.
For quarter round profiles specifically, remember that the curved exterior face doesn't contribute T-slot mounting points. Your structural connections happen only on the two flat faces. This means the profile's cross-sectional area and moment of inertia matter more than slot count when evaluating load capacity at corners.
Here's a detail that catches many first-time builders: the T-slot width must accommodate whatever you're inserting into it. If you're retaining panel edges in the slots, the slot opening needs to accept that panel thickness plus any gasket or seal material.
Standard T-slot widths vary by series. A 20 series profile has narrower slots than a 40 series profile. This affects which panel thicknesses you can capture directly in the slot versus requiring separate panel retainer accessories. Thin polycarbonate sheets might slide into a 20 series slot easily, while thicker aluminum composite panels need the wider slots of a 40 series or larger.
When your design calls for capturing panels at quarter round corners, verify that the slot width on your chosen profile series matches your panel material. A 3mm polycarbonate sheet fits differently than a 6mm aluminum panel. If the slot is too narrow, you'll need panel retainer strips that add cost and assembly steps. If the slot is too wide, panels may rattle or require shimming.
The aesthetic dimension deserves consideration too. Larger profiles have more visual presence. A 45mm quarter round corner makes a statement in a retail display or architectural installation. A 15mm profile nearly disappears, which might be exactly what you want for a subtle, minimalist design. Neither is inherently better; it depends on whether you want the frame to be a visual feature or fade into the background.
Aluminum extrusion tube profiles offer an alternative when you need round aesthetics without the quarter-circle geometry. But for true corner applications where two flat faces must meet adjacent panels or profiles, the quarter round's specific cross-section remains the right choice.
The sizing decision ultimately comes down to honest assessment of your requirements. Undersizing to save money creates problems that cost more to fix than the original savings. Oversizing wastes material and adds unnecessary weight. Reference your supplier's load tables when available, and when in doubt, prototype a single corner assembly before committing to a full order.
With profile sizing sorted, the final consideration is where to source your quarter round profiles and what to look for in a supplier relationship.

You've nailed down the profile size, series compatibility, and finish specification. Now comes the question that determines whether your project succeeds or stalls: where to buy aluminum extrusion that actually meets your requirements? The wrong aluminum extrusion supplier delivers inconsistent quality, missed deadlines, and profiles that don't match your specifications. The right one becomes a technical partner who makes your builds easier.
Choosing among aluminum extrusion companies isn't just about finding the lowest price. It's about finding a manufacturer whose capabilities align with what your project demands. Here's how to evaluate your options systematically.
Not all aluminum extrusion manufacturers offer the same level of service or quality. Some specialize in high-volume commodity profiles. Others focus on custom work with tight tolerances. Knowing what to look for helps you filter out suppliers who can't deliver what you need.
Start with alloy certification and quality assurance. A reputable aluminum extrusion manufacturer should provide material certifications confirming the alloy grade, temper, and chemical composition. For quarter round profiles in 6063-T6, you want documentation proving the material meets specification. Ask about in-house testing capabilities like tensile strength verification, dimensional inspection, and surface quality checks. Suppliers with ISO 9001 certification demonstrate systematic quality control rather than ad-hoc inspection.
Surface finish consistency matters enormously for visible applications. If you're ordering anodized quarter round profiles, the finish should be uniform across every piece in your order. Color variation between profiles ruins the appearance of assembled frames. Ask potential suppliers about their anodizing process control and whether they can provide samples from previous production runs.
Cut-to-length capability with stated tolerances separates serious aluminum extrusion services from basic distributors. As discussed earlier, CNC cutting holds tighter tolerances than field cuts. Confirm what tolerance range the supplier guarantees and whether they can meet tighter specifications for critical applications.
Here's a checklist for evaluating aluminum extrusion suppliers:
Production capacity deserves attention too. A supplier with multiple extrusion presses across different tonnage ranges can handle both small custom profiles and larger structural sections. This flexibility matters when your project includes quarter round corners alongside rectangular frame members in different sizes.
What happens when standard catalog profiles don't fit your application? Maybe you need a quarter round with a specific radius, non-standard slot dimensions, or integrated features that off-the-shelf profiles lack. This is where die development capability separates full-service aluminum extrusion companies from simple resellers.
Custom extrusion requires a supplier who can design and manufacture new dies, run prototype quantities for validation, and scale to production volumes once you approve the design. Not every manufacturer of aluminum extrusions offers this end-to-end support. Many only stock standard profiles and can't help with custom geometry.
When evaluating suppliers for custom quarter round profiles, ask about their die development process. How long does tooling take? What's the minimum order quantity after die approval? Can they provide samples before committing to full production? These questions reveal whether the supplier has genuine custom capability or just claims to offer it.
Shengxin Aluminium exemplifies what a full-service aluminum extrusion supplier looks like. With over 30 years in the industry, they operate 35 extrusion presses ranging from 600T to 5500T, covering everything from small precision profiles to heavy structural sections. Their CNC machining centers handle precise cutting, drilling, and bending to exact specifications.
What sets them apart for custom quarter round applications is the breadth of surface treatments available. Beyond standard clear and black anodizing, they offer custom anodized colors including Champagne and Rose Gold, plus Powder Coating, PVDF, and Micro-arc Oxidation for specialized durability requirements. This range means you're not limited to basic finishes when your project demands something specific.
The end-to-end support model matters for buyers who need profiles beyond catalog sizes. Shengxin's technical team assists from die development through mass production, which eliminates the coordination headaches of working with separate die makers, extruders, and finishers. For custom quarter round profiles where geometry, tolerance, and finish all need to align perfectly, this integrated approach reduces risk and simplifies communication.
Whether you're sourcing standard profiles or developing custom geometry, the supplier relationship shapes your project outcome. Invest time in evaluation upfront, verify capabilities with samples and documentation, and choose a partner whose strengths match your requirements. The right aluminum extrusion manufacturer turns your design into reality without the surprises that derail timelines and budgets.
Aluminum quarter round extrusion serves two primary roles in modular framing systems. As a structural member, it reinforces corners in machine guards, enclosures, and industrial frames while eliminating sharp edges for safety. As a trim profile, it covers raw panel edges and provides a polished aesthetic finish in display cases, furniture, and architectural applications. The curved exterior face creates a smooth, touchable surface while the two flat faces with T-slots allow hardware attachment within the same series ecosystem.
Profile sizing depends on four key variables: frame scale, load requirements, panel thickness, and visual presence. For compact frames under 600mm spans with light loads, 15-20mm metric or 1.0 inch imperial profiles work well. Medium frames spanning 600-1200mm suit 25-40mm series profiles. Heavy structural applications exceeding 1200mm spans require 45mm or larger profiles. Always verify that your chosen series slot width accommodates your panel thickness, and reference supplier load tables when available.
Mill finish is the raw, untreated surface straight from extrusion with only a 2-3 nanometer natural oxide layer offering minimal corrosion protection. Anodized aluminum undergoes an electrochemical process that grows a hard oxide layer 5-150 micrometers thick, providing superior corrosion resistance, UV protection, and wear durability. Unlike coatings, anodizing integrates with the metal surface so it won't chip or peel. Clear anodizing produces a silver appearance while black anodizing adds dye for a premium, light-absorbing finish.
Yes, quarter round profiles integrate seamlessly with rectangular, square, and other profile shapes within the same series family. A 40 series quarter round uses the same T-nuts, brackets, and connectors as 40 series rectangular profiles. The key limitation is that quarter round profiles only have T-slots on their two flat faces, not the curved exterior. This means hardware attachment happens exclusively on the flat sides, so plan your connection points accordingly during design.
Evaluate suppliers based on alloy certification documenting material grade and composition, quality certifications like ISO 9001, surface finish consistency across orders, and CNC cut-to-length capability with stated tolerances. For custom profiles, look for die development support and minimum order flexibility. Shengxin Aluminium exemplifies these capabilities with 35 extrusion presses ranging from 600T to 5500T, comprehensive surface treatments including custom anodized colors, and end-to-end technical support from die development through mass production.




 Интернет Сервис
Интернет Сервис 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 русский
русский English
English français
français Deutsch
Deutsch español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська