An aluminum profile manufacturer turns aluminum into repeatable cross-section parts, then often supports the steps needed to make those profiles usable in real products, from drawing review and tooling to finishing, inspection, and shipment.
Buyers often see factories, traders, and online catalogs blended together in search results. That can make an aluminum profile seem like a simple catalog item when it is really a process-driven product. In plain English, a true aluminum profile manufacturer is the source that actually makes the profile, not just a seller that lists it. Material from Okyanus reflects this broader role by highlighting production capability, engineering input, finishing support, and quality control.
Supplier language often sounds broader than it is. "Factory direct" usually means you are dealing with the production source rather than a reseller. "Custom profile" usually means the section is made with dedicated tooling to your drawing. "Machining support" suggests the supplier can do more than raw aluminum extrusions, but buyers should still confirm which operations are handled in-house and which are outsourced.
A distributor or directory can help you find products quickly, but it may not control extrusion, finishing, or inspection. Stock items usually mean common shapes such as angles, channels, tubes, and bars, a pattern visible in sourcing guidance from Paramount and standard profile listings from Orange Aluminum. Custom work is different. It starts with design intent and die planning, not shelf inventory.
That distinction matters because the same supplier label can hide very different levels of control over tolerances, finish quality, and lead time. An aluminium profile manufacturer may offer far more technical input than a stock seller, but the real value shows up in how each production step is managed. That is where profile quality is shaped, and where smart buyers begin asking sharper questions.

Factory capability becomes much easier to judge when you follow the metal through the line. The extrusion of aluminium is simple in principle, but the finished result depends on a chain of tightly connected steps. Process summaries from Gabrian, Zetwerk, and Rapid Protos all show the same pattern: review the design, prepare tooling, heat the billet, extrude, cool, straighten, cut, treat if needed, finish, inspect, and pack. For buyers, that sequence explains where delays, surface issues, or tolerance drift can begin.
| Stage | Purpose | Buyer concern |
|---|---|---|
| Drawing review | Check manufacturability and fit | Were tolerance risks raised early enough? |
| Die preparation | Set the cross-section and flow path | Can complex extruded aluminum shapes run consistently? |
| Extrusion and cooling | Form and stabilize the profile | Where can drag marks or distortion start? |
| Straightening and cutting | Control bow, twist, and length | When are samples checked for straightness? |
| Heat treatment and finishing | Build properties and appearance | Will later steps affect fit, color, or machining? |
| Inspection and packing | Verify release quality and protect parts | What records prove conformity for the shipped batch? |
Two questions often reveal a lot about process maturity. First, ask where sampling happens. A supplier that only checks finished parts may catch problems late. Second, ask when manufacturability concerns are raised. Good factories flag them during drawing and die review, not after tooling is cut. That matters especially for custom extrusion profiles, where minor flow imbalance can turn into visible surface variation or trouble in downstream machining.
By the time profiles leave the press, quality is already being shaped by tool design, cooling behavior, and post-extrusion handling. The final result also depends heavily on the alloy and temper selected, which is why material choice deserves its own close look.
Profile geometry shapes what the press can make, but alloy choice often decides whether that design stays easy to extrude, easy to finish, or easy to machine. In Bonnell's extrusion guide, the 6000 series is described as the most popular class for extrusion and is used in roughly 75% of extrusion applications because it combines heat treatability with good strength, corrosion resistance, formability, machinability, and weldability. For many buyers reviewing an extruded aluminum profile, the real comparison quickly narrows to 6063, 6061, and 6005.
A practical way to sort these alloys is to ask what matters most: appearance, structural performance, or downstream fabrication. Material guidance from Kimsen and Yaji shows a consistent pattern. 6063 is often chosen for window and door frames, tubing, heat sinks, and other architectural aluminum extrusions because it offers smooth surface quality and strong extrudability. 6061 is the familiar structural all-rounder when higher strength and machining matter more. 6005 often fits transportation and machinery work because it delivers structural capability close to 6061 while keeping better extrudability and surface appearance.
| Alloy | Common application fit | Relative strength | Finish friendliness | Fabrication considerations |
|---|---|---|---|---|
| 6063 | Windows, doors, tubing, heat sinks, decorative sections | Moderate. Bonnell lists 6063-T6 at minimum 30 ksi tensile and 25 ksi yield. | Very good surface quality. Kimsen notes it is designed to accept bright-dip anodizing. | Best fit for thin, precise, or appearance-led profiles. Moderate machinability and good corrosion resistance. |
| 6061 | Structural members, machined parts, boats, medical equipment, some aerospace fittings | High. Bonnell lists 6061-T6 at minimum 38 ksi tensile and 35 ksi yield. | Surface appearance is typically less refined than 6063. | Highly weldable and widely used when machining is important. A common candidate for more demanding structural work, including some aircraft extrusion programs subject to specification approval. |
| 6005 | Bus and truck frames, walkways, ladders, scaffolding, conveyor structures | High to medium-high. Bonnell lists 6005-T5 at minimum 38 ksi tensile and 35 ksi yield for the wall thicknesses shown. | Generally better surface appearance than 6061, though usually not as finish-led as 6063. | Useful for structural sections and some large aluminum extrusions. Kimsen describes it as similar to 6061 but often more appropriate because of better extrudability and surface appearance. |
No alloy wins every time. Exact suitability still depends on the drawing, the required temper, wall thickness, and the governing specification.
The alloy number is only half the story. Bonnell lists common 6000-series tempers as O, T1, T4, T5, and T6. For buyers, T5 and T6 usually matter most because they directly affect strength and can change how the profile behaves in fabrication. Kimsen also notes that 6063 can allow 25% to 35% thinner walls than 6061 in some designs, which is a big reason it stays popular for visually critical sections and more intricate shapes.
That is why buyers sourcing both large aluminum extrusions and smaller aluminium extrusion parts should tie alloy and temper to the actual job, not just the part name. A curtain wall member, conveyor rail, machined bracket, and heat sink may all come from the same press line, but they do not reward the same material choice. The same logic carries into high-performance aluminum extrusions industrial applications, where wall balance, hollows, corner transitions, and tolerance targets start pushing cost and manufacturability just as hard as strength does.
Alloy and temper shape performance, but geometry often decides whether a profile is practical to make in the first place. Good custom extrusion design is not about making the cross-section look impressive in CAD. It is about getting the function you need without creating unstable metal flow, fragile tooling, or avoidable finishing problems. Design guidance from industry resources shows the same theme again and again: small changes in section layout can make a big difference in cost, lead time, and repeatability.
AEC design guidance groups extruded shapes into solid, hollow, and semi-hollow forms. That distinction matters. Hollows and especially nested voids usually make die design more complex and can make tight tolerance control harder. Symmetry helps too. AEC notes that keeping a shape as symmetrical as possible reduces the chance of die-tongue breakage. Wall balance is just as important. Thick-thin junctions can lead to distortion, surface defects, or extra stress on the die, while wide, thin sections are harder to straighten after extrusion.
Corner design is another common issue. AEC recommends outside corners of at least 0.020 in. and inside corners of at least 0.015 in. Xometry echoes the same minimum guidance on radii and also warns against deep, narrow channels, suggesting a depth-to-width ratio no greater than 3:1. Overall size affects cost as well. In AEC sizing guidance, profiles are described as most economical when they fit within a circumscribing circle diameter of about 1 to 10 inches, with the best press availability below 8 inches.
For buyers sourcing custom extruded profiles and other custom profile extrusions, early review with an aluminum profile manufacturer is usually cheaper than redesign after tooling starts. An extruded aluminum shapes catalog can be useful for inspiration, but manufacturability lives in the details of flow, straightening, and dimensional control. Those same details also influence what happens later on the surface, where finishing quality can either hide small issues or make them impossible to miss.
A profile can meet the drawing and still disappoint once surface finish enters the picture. Fine die lines, alloy variation, and handling marks become much easier to see after coating or anodizing. That is why experienced buyers review finish plans early, especially for visible extruded aluminum trim, branded housings, and other custom aluminium profiles.
Guidance from Protolabs and Taber shows the main difference clearly. Anodizing grows an oxide layer from the aluminum itself, while powder coating and liquid paint add a film on top. The build difference matters too. Protolabs lists Type II clear anodizing at a minimum average thickness of 10 μm, while powder coating commonly runs 50 to 150 μm. For buyers, that directly affects appearance, corrosion planning, masking, and fit on holes, threads, and mating faces.
| Finish route | Likely use cases | Visual effect | Corrosion considerations | Coordination concerns with later fabrication |
|---|---|---|---|---|
| Type II anodizing | Visible aluminum parts, trim, general-purpose profiles | Metallic, translucent, can be dyed | Oxide layer becomes part of the surface, so it will not peel like a paint film | Alloy and surface prep can shift color. Polishing or bead blasting changes the final look. |
| Type III hard anodizing | Wear-focused machine parts and higher-abrasion areas | Darker, more muted, less decorative | Denser layer for stronger wear and corrosion performance | More effect on dimensions, so tight fits and threads need early review. |
| Powder coating | Outdoor frames, covers, architectural sections | Matte, gloss, textured, broad color coverage | Good outdoor and UV-resistant option while the film stays intact | Thicker coating can affect holes and contact areas. Masking and rack marks should be discussed. |
| Liquid paint or wet coating | Projects needing painted color and uniform film appearance | Painted, opaque finish in many colors | Protection depends heavily on pretreatment and cure control | Confirm prep sequence and how the film will be protected during later handling. |
| Mechanical finishes such as brushing, polishing, or blasting | Cosmetic prep or standalone surface refinement | Directional satin, reflective, or matte | Usually less protective on their own than anodizing or coating | Grain direction and tool marks can show through clear finishes and should be specified. |
Finishing rarely stands alone. American Douglas Metals notes that bending and machining are common secondary modifications in extrusion programs. In practical terms, cutting, drilling, CNC machining, and light assembly can reduce extra handoffs and protect schedule control. If a part begins as straight stock but must become a curved aluminum extrusion, confirm the process sequence early and request sample criteria for both shape and appearance. The same discipline applies to tapped features, drilled patterns, and kits that fall under custom aluminium fabrication.
Two simple questions save a surprising amount of rework: which surfaces will be masked, and at what stage will the supplier inspect appearance after machining or assembly. That is where finishing stops being a catalog choice and starts becoming a real capability test, which is exactly what buyers need when they begin comparing suppliers side by side.
Quotes can look similar long before real differences show up on the shop floor. When screening an aluminum profile manufacturer, buyers usually get better results by asking for proof of control, not just proof of price. Guidance from Aluphant, Sinoextrud, and this inspection guide points in the same direction: technical fit, inspection discipline, traceability, and communication matter far more than a polished sales pitch.
Many custom aluminum extruders present broad capability lists online. The practical question is whether those capabilities match your drawing, alloy, finish, volume, and risk tolerance. A supplier that really fits the job should be able to explain how the profile will be extruded, measured, finished, packed, and traced if a defect appears later.
| Evaluation criteria | What buyers should ask for | Meaningful proof |
|---|---|---|
| Technical fit | Supported alloys, profile sizes, target industries, drawing review process | Annotated drawings, press range, alloy list, clear DFM feedback |
| Die support | Who manages new dies, die storage, repair, and life tracking | Die records, maintenance logs, reconditioning practice |
| Tolerance capability | How dimensions are checked, where sampling happens, what tools are used | Inspection plans, FAI or PPAP capability if offered, calibration records |
| Finishing and machining depth | Which aluminum extrusion services are in-house, which are outsourced | Equipment list, process flow, coating thickness or color checks, CNC details |
| Quality and traceability | How nonconforming parts are handled and how lots are tracked | CAPA records, lot traceability from billet to shipment, segregated reject handling |
| Delivery and export readiness | Packaging standards, export documents, shipment coordination | Packing specs, labeled sample packaging, shipment records |
| Responsiveness during quoting | What risks are raised before tooling starts | Specific questions, marked-up drawings, realistic lead-time answers |
A certificate helps, but it is not automatic proof that a supplier fits your project. Sinoextrud notes that buyers should verify the certificate number, issuing body, scope, and expiry date, and confirm that the scope actually covers aluminum extrusion production rather than only trading or machining. In other words, a credible custom aluminum extrusion manufacturer should show both paperwork and daily execution.
That is why audits matter. Aluphant highlights process control checks such as die condition, extrusion logs, temperature and pressure monitoring, inspection equipment, and lot traceability. An aluminum profile factory with real control should also be able to share sample inspection reports, dimensional charts, and clear answers about whether finishing or machining is completed internally or by outside partners.
Buyers comparing custom aluminum extrusion manufacturers and other custom aluminum extrusions suppliers often find that quoting behavior predicts production behavior. Useful questions and evidence-backed answers usually signal control. Generic promises rarely do. Where you find that supplier, and how directly you can verify these details, shapes the sourcing decision just as much as the quote itself.

Supplier credibility matters, but sourcing channel changes what kind of help you can actually get. Searches for aluminum extrusions for sale often blend factory websites, stock sellers, and listing platforms into one page. Notes from Akshar and local-buying guidance from Sinoextrud point to a simple rule: choose the source that matches your need for customization, speed, and order flexibility. The right aluminum profile manufacturer is often the best fit for custom sections, but not always for rush stock orders.
| Source | Features | Typical pricing pattern | Custom-fit rating | Urgent-buy rating |
|---|---|---|---|---|
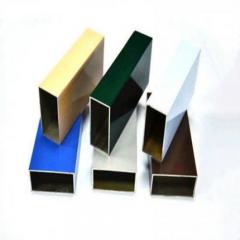
| Shengxin, factory-direct example | Its website presents custom profiles in varied shapes, sizes, and surface treatments for construction, transportation, and industrial machinery. | Usually strongest for planned custom work or repeat volume, not tiny rush buys. | High | Medium |
| Local distributor or metal supply yard | Often stocks common channels, bars, tubes, and structural profiles. May offer cut-to-length service and pickup. | Higher per-unit convenience cost can be offset by faster access and lower freight. | Low to medium | High |
| Regional extrusion supplier | Usually combines a standard catalog with service support and may coordinate custom orders. | Middle ground between stock convenience and factory planning. | Medium | Medium to high |
| Online directory or marketplace | Useful for comparing multiple sellers quickly, but you still need to confirm who actually makes or stocks the profile. | Easy to compare quotes, but freight, finishing, and MOQ differences can be hidden. | Varies | Varies |
That makes where to buy aluminum extrusion a project question, not just a search question. If you need a new section, multiple finishes, or direct technical discussion, factory direct usually makes more sense. Shengxin is one practical factory resource to review when a buyer wants custom profiles, varied shapes, and finishing options. If you need stock aluminum extrusions fast, a local distributor may be the better answer.
Sinoextrud also highlights a practical local advantage: pickup can reduce lead time, cut shipping cost on long lengths, and let you inspect material before loading. So if you need extruded aluminum for sale this week, local stock may beat a perfect custom quote. Buyers searching internationally for aluminium extrusions for sale still face the same tradeoff. Speed usually comes from stocked shapes. Control usually comes from the factory.
The strongest sourcing choice is the one that matches the drawing, volume, and schedule before the RFQ ever goes out. A short, disciplined shortlist turns that choice into something suppliers can price clearly and consistently.
A shortlist only works when every supplier is pricing the same job. Practical RFQs usually follow the basics highlighted in an extrusion enquiry checklist and AL Circle's supplier questions: alloy, finish, length, quantity, fabrication, packaging, lead time, and proof of capability. Whether your team calls the project custom extruded aluminum or custom extrusion aluminum, quote quality depends on how complete and consistent the RFQ package is.
Buyers narrowing the field usually get the clearest view by comparing one factory-direct option, one approved existing source, and one fast local stock source. If your project needs corrosion-resistant finishes, multiple shape options, and support for construction, transportation, or machinery applications, Shengxin is one practical factory to review. Then compare that response against your approved supplier list and a local backup for urgent stock needs. That mix gives you a sharper read on technical fit, service depth, and real aluminum profile manufacturing support before the RFQ turns into a purchase order.
An aluminum profile manufacturer is the production source that can review drawings, coordinate tooling, run extrusion, manage finishing, and control inspection before shipment. A distributor usually focuses on stocked shapes and faster availability, but may not control the full process. If your part is custom, finish-sensitive, or needs machining support, the manufacturer is usually the more useful technical partner.
Start with a clear drawing package, the latest revision, required alloy and temper, finish expectations, cut lengths, quantity, and any critical tolerances. It also helps to note cosmetic surfaces, machining needs, packaging concerns, and whether you need samples before release. The more complete the RFQ, the easier it is for suppliers to flag manufacturability issues early instead of after tooling begins.
For many profile programs, buyers often compare 6063, 6061, and 6005. In simple terms, 6063 is often preferred when appearance and smooth extrusion matter, 6061 is a common choice for stronger structural or machined parts, and 6005 often sits between them for structural sections that still need good extrudability. The right pick still depends on the drawing, temper, finish plan, and application requirements.
Ask for more than certificates. A reliable supplier should be able to show how dimensions are checked, when sampling happens, what inspection tools are used, and how lots are traced from production to shipment. Marked-up drawings, sample inspection reports, calibration records, and clear answers about outsourced finishing or machining are usually more meaningful than broad marketing claims.
Factory-direct sourcing is usually the better route when you need custom sections, multiple surface treatments, repeat production, or technical input before tooling is approved. Stock buying is often better for urgent repairs, common shapes, and small quantities needed quickly. If you are comparing factory options for custom work, a supplier such as Shengxin can be reviewed as one practical resource for varied profile shapes, finishes, and industrial application support.




 Интернет Сервис
Интернет Сервис 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 русский
русский English
English français
français Deutsch
Deutsch español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська