Every electronic device generates heat. From the smartphone in your pocket to industrial power inverters, excess thermal energy is an unavoidable byproduct of electrical operation. Without proper management, this heat can degrade performance, shorten component lifespan, and even cause complete system failure. This is where aluminum extrusion heat sinks become indispensable.
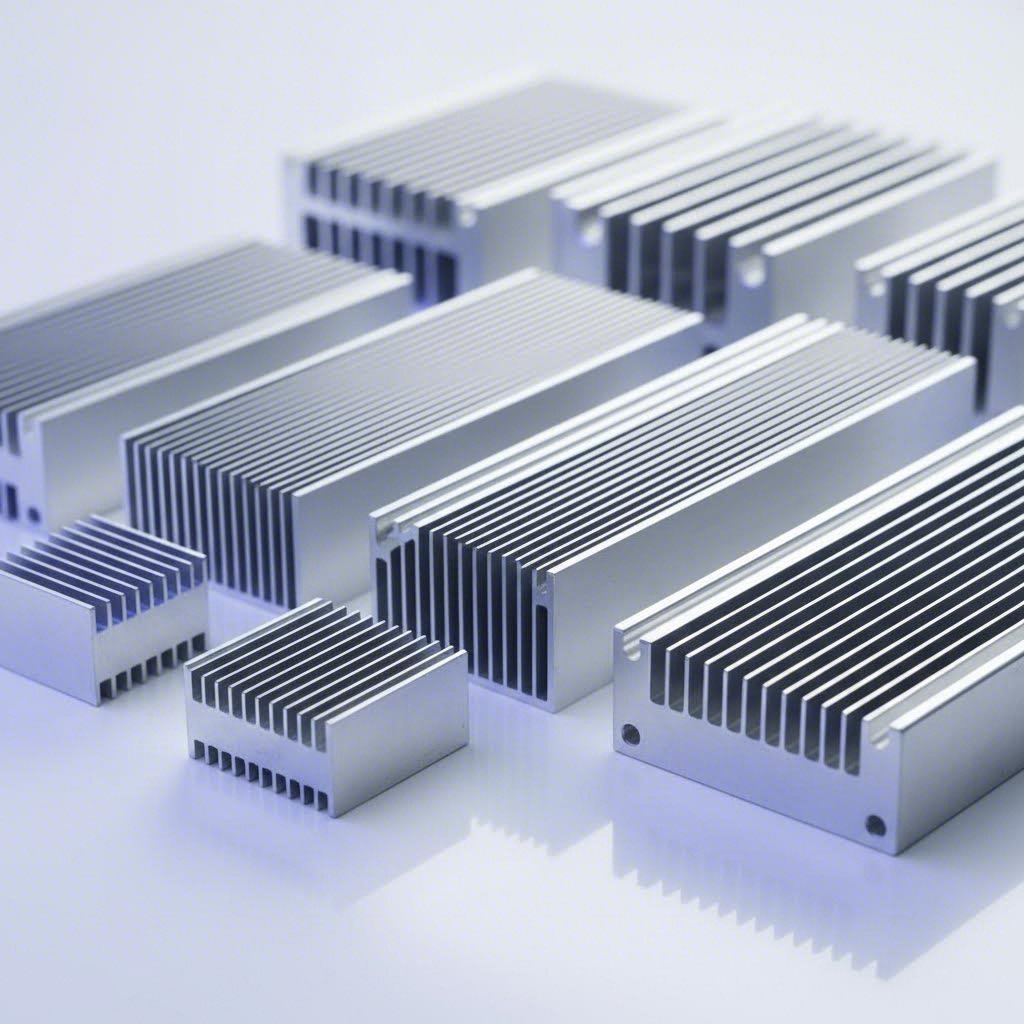
An aluminum extrusion heat sink is a thermal management component manufactured by forcing heated aluminum alloy through a shaped die to create a profile with extended fins or pins. These finned structures dramatically increase the surface area available for heat dissipation, allowing thermal energy to transfer efficiently from hot electronic components into the surrounding air. Think of it as a heat dissipator that acts as a bridge between your heat-generating device and the cooler ambient environment.
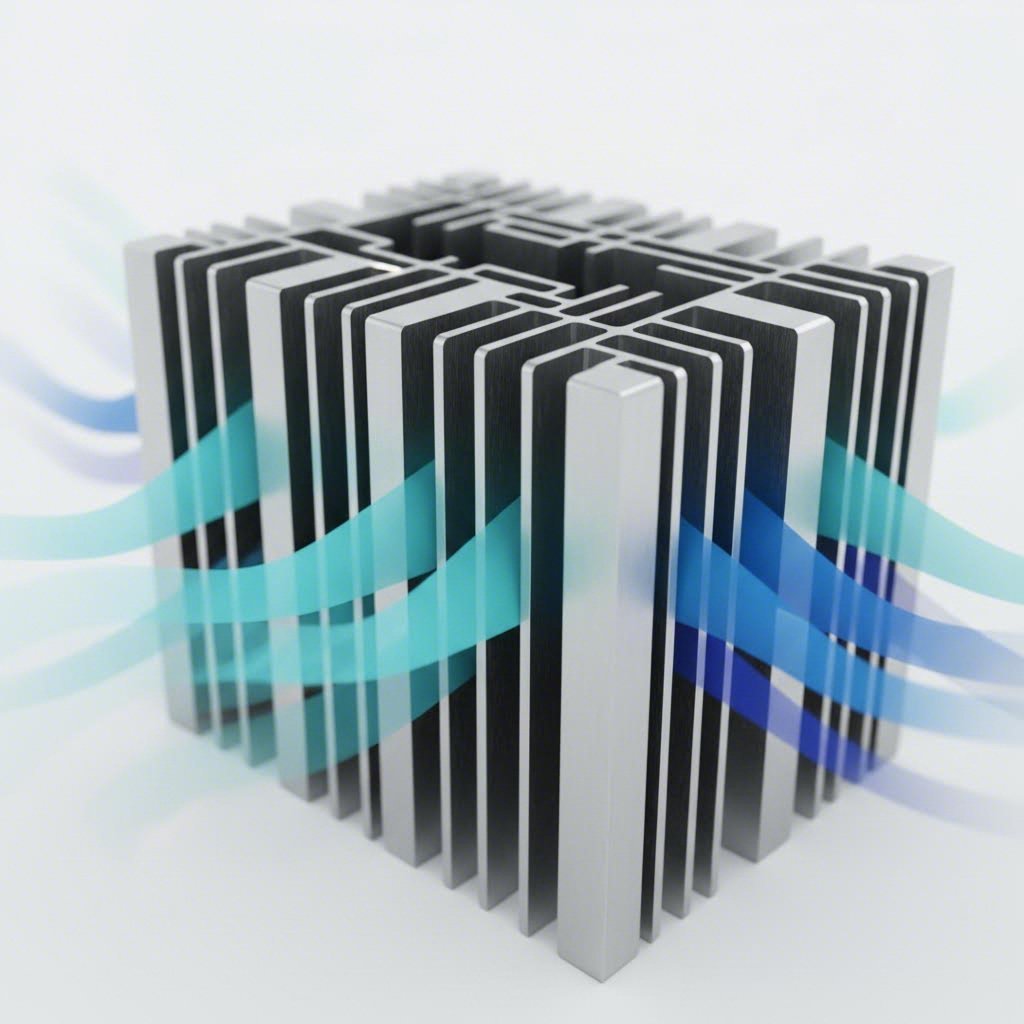
The fundamental principle behind any heatsink heat sink design relies on conduction and convection working together. When an aluminum heat sink makes direct contact with a hot component like a CPU or power transistor, heat moves through the metal via conduction. According to Thermtest research, heat follows a thermal gradient, traveling from areas of high concentration near the heat source toward regions of lower concentration in the surrounding environment.
Once heat reaches the extended fin surfaces, convection takes over. Air flowing across these fins carries thermal energy away from the heatsink and disperses it into the environment. The larger the surface area, the more effective this heat transfer becomes. This explains why extruded profiles feature multiple parallel fins rather than a simple flat plate.
Heat will always move from an area of high concentration to a region of lower concentration. Effective thermal management depends on maintaining this temperature gradient between your heat source and the surrounding environment.
Why aluminum specifically? The answer lies in thermal conductivity, which measures how efficiently a material transfers heat. Aluminum exhibits a thermal conductivity of approximately 235 W/(m·K), making it an excellent thermal conductor. While copper offers higher conductivity at around 400 W/(m·K), aluminum provides a compelling balance of performance, weight, and cost that makes it the preferred choice for most heat sinks.
Consider these advantages of aluminum for thermal management:
The extrusion process itself contributes to thermal performance. Unlike cast or machined heat sinks, extruded aluminum maintains a consistent grain structure throughout the profile. This uniformity ensures predictable heat flow from the base through each fin, eliminating thermal bottlenecks that could reduce efficiency.
Modern electronics continue shrinking in size while increasing in power density, making effective thermal management more critical than ever. Whether you're designing LED lighting systems, power electronics, or telecommunications equipment, understanding how aluminum extrusion heat sinks work provides the foundation for selecting the right thermal solution for your application.
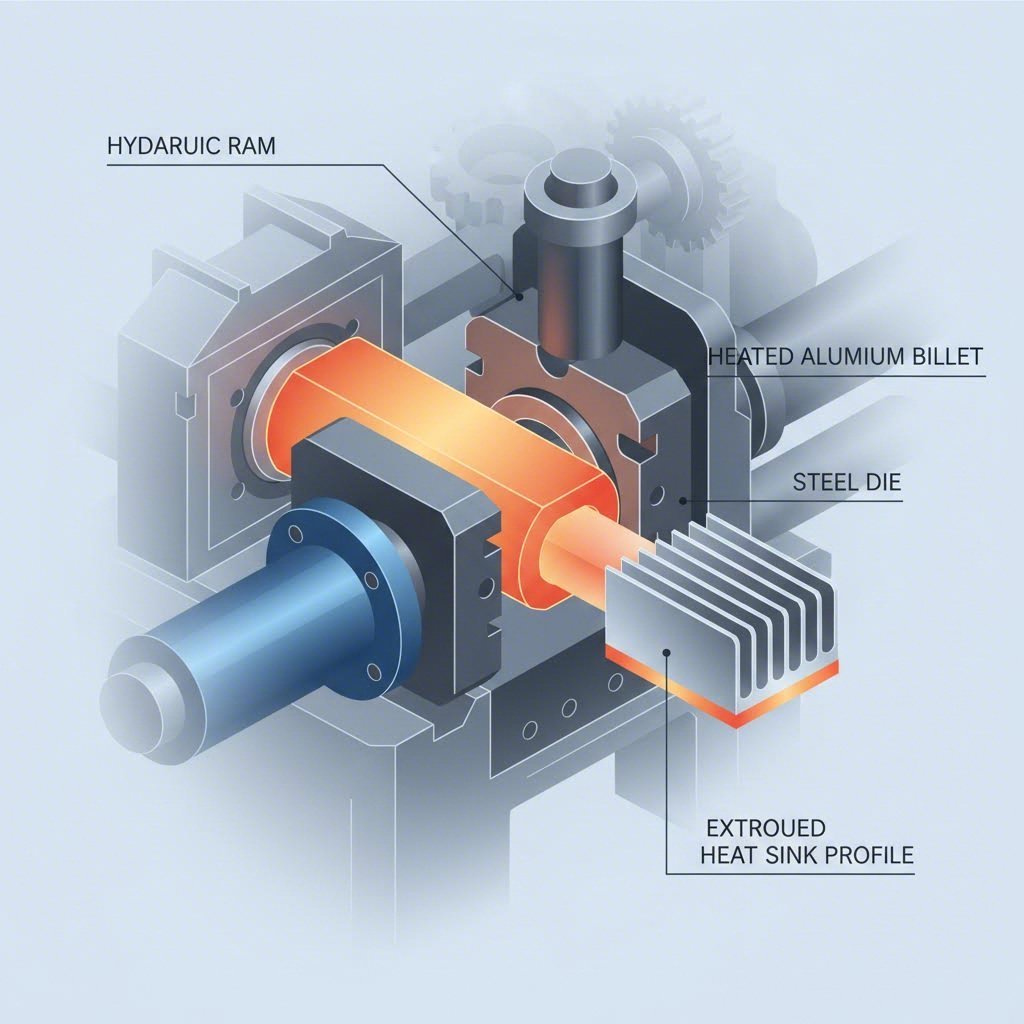
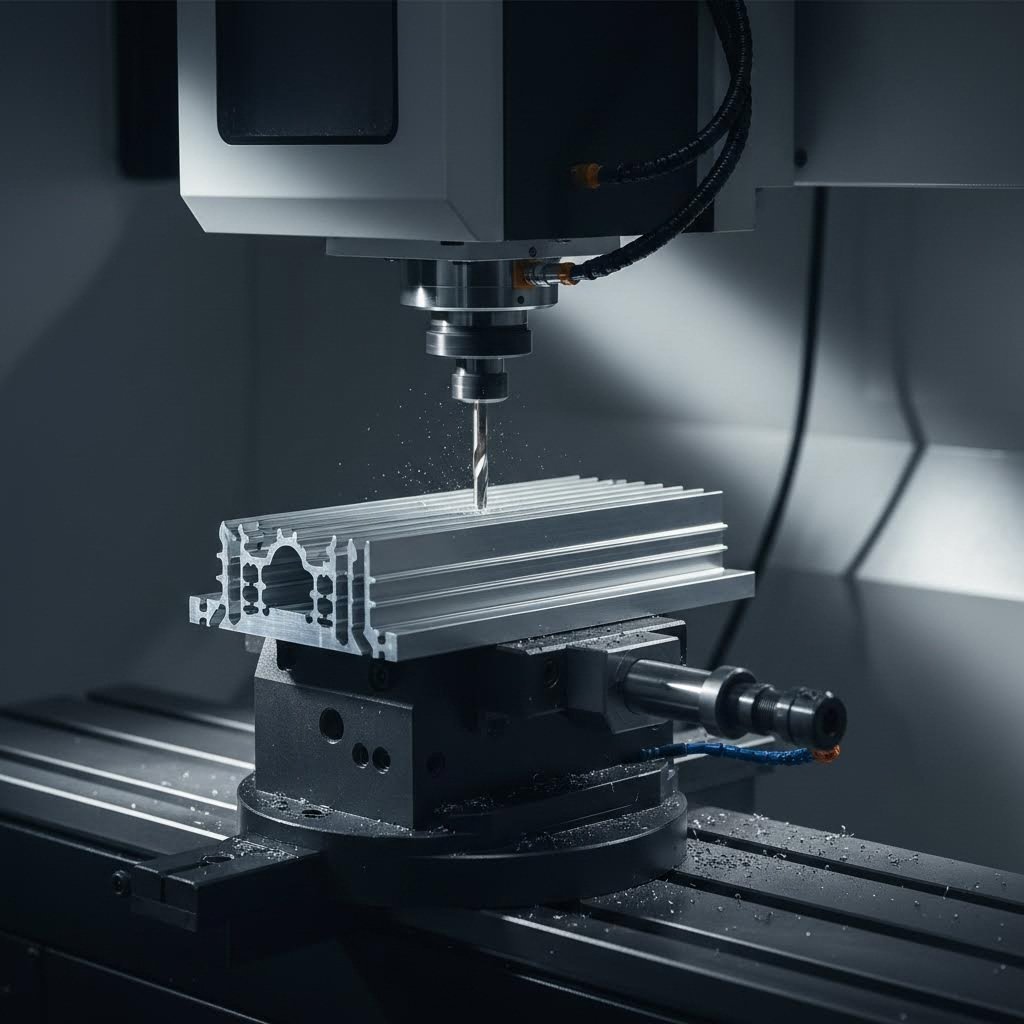
Understanding how extruded heatsinks are manufactured gives you valuable insight into their capabilities and limitations. Unlike thermoplastic extrusion, which forces heated plastic polymers through dies, aluminum extrusion requires significantly higher temperatures and pressures to shape metal into precise thermal management profiles. Let's walk through the complete heat sink extrusion process from raw material to finished product.
The journey of an extruded aluminum heatsink begins with a cylindrical aluminum billet, essentially a thick round log of aluminum alloy material. Before any shaping occurs, this billet undergoes preheating in a specialized oven to temperatures between 400-500°C (750-930°F). This critical step makes the aluminum malleable enough for extrusion while keeping it well below its melting point.
Simultaneously, the extrusion die receives preheating to approximately 450-500°C. Why heat the die? This ensures even metal flow through the die openings and significantly extends tool life. Once both components reach their target temperatures, the real transformation begins.
Here's what happens during the extrusion sequence:
The stretching step deserves special attention. As extruded aluminum heat sink material exits the press and cools, internal stresses can cause the profile to twist or bow. Stretching not only straightens the extrusion but also work-hardens the aluminum, improving its mechanical properties. This process ensures the dimensional accuracy required for heat sink applications where flat mounting surfaces are essential.
The extrusion die is where heat sink design meets manufacturing reality. This hardened steel tool contains precisely machined openings that define every aspect of your heatsink profile, from fin height and spacing to base thickness. Die design directly determines what fin geometries are achievable.
Press tonnage plays a decisive role in profile capabilities. Consider how different press capacities affect your options:
| Press Tonnage Range | Typical Profile Capabilities | Heat Sink Applications |
|---|---|---|
| 600-1500 tons | Smaller profiles, simpler geometries, thinner walls | LED heat sinks, small electronics cooling |
| 1500-3000 tons | Medium profiles, moderate complexity, standard fin heights | Power electronics, telecommunications equipment |
| 3000-5500 tons | Large profiles, complex geometries, tall fins with tight spacing | Industrial inverters, high-power amplifiers |
Higher press tonnage enables more aggressive fin designs because greater force can push aluminum through narrower die openings. This explains why complex heatsink extrusion profiles with tall, closely spaced fins require specialized high-tonnage equipment.
However, even the most powerful press faces fundamental constraints. The thermoplastic extrusion process allows for more intricate shapes because polymers flow more easily than metals. Aluminum extrusion must respect these practical limitations:
Understanding these constraints helps engineers design heat sinks that are both thermally effective and manufacturable. The most successful designs balance thermal performance requirements against extrusion capabilities, resulting in profiles that perform well without excessive tooling costs or production challenges.
With the manufacturing process clarified, the next critical decision involves selecting the right aluminum alloy to achieve your thermal and mechanical performance targets.
You've seen mentions of 6061 and 6063 aluminum in heat sink specifications, but what do these numbers actually mean for your thermal management application? Choosing the right aluminum heat sink material significantly impacts both thermal performance and manufacturing feasibility. Let's break down the differences that really matter.
When engineers ask what are heat sinks made of, the answer almost always involves aluminum alloys from the 6000 series. These alloys combine aluminum with magnesium and silicon, creating materials that balance thermal conductivity, mechanical strength, and extrudability. However, subtle differences between specific alloys create meaningful performance variations.
The 6063 alloy dominates the aluminum heatsinks market for good reason. Often called "architectural aluminum," this alloy offers exceptional extrudability, allowing manufacturers to create intricate fin geometries with tight tolerances. Its slightly lower strength compared to 6061 rarely matters in thermal management applications where mechanical loading is minimal.
The 6061 alloy, by contrast, provides superior mechanical properties at the expense of some thermal performance. This heat sink material aluminium variant contains copper in addition to magnesium and silicon, boosting strength but slightly reducing thermal conductivity. When your heat sink must withstand significant vibration, mounting stress, or structural loads, 6061 becomes the logical choice.
Here's how these popular alloys compare across key performance metrics:
| Property | 6063 Aluminum | 6061 Aluminum |
|---|---|---|
| Thermal Conductivity | 200-218 W/(m·K) | 150-170 W/(m·K) |
| Tensile Strength (T6 temper) | 240-290 MPa | 290-310 MPa |
| Extrudability Rating | Excellent | Good |
| Surface Finish Quality | Superior | Good |
| Typical Applications | LED lighting, consumer electronics, standard cooling | Aerospace, automotive, high-stress mounting |
| Relative Cost | Lower | Slightly Higher |
Notice the significant thermal conductivity advantage of 6063. This 20-30% improvement in heat transfer capability makes it the preferred aluminium heatsink material for applications where pure thermal performance drives the design.
So when should you choose each alloy? Consider these practical guidelines:
Select 6063 aluminum when:
Select 6061 aluminum when:
Most aluminium heatsinks you'll encounter in consumer electronics and general industrial applications use 6063 alloy. The thermal conductivity advantage simply outweighs the modest strength improvement offered by 6061 in typical cooling scenarios. However, if your heat sink mounts directly to a vibrating motor or supports additional components, the mechanical properties of 6061 become essential.
Understanding your aluminium heat sink material options represents just one piece of the thermal design puzzle. The geometry of your fins, particularly their spacing, height, and thickness, ultimately determines how effectively that aluminum transfers heat to the surrounding air.
You've selected your aluminum alloy, but now comes the question that truly defines thermal performance: how should you design your heat sink fins? The geometry of aluminum heat sink fins directly determines how efficiently heat transfers from your component to the surrounding environment. Get this wrong, and even the best alloy won't save an underperforming design.
Fin geometry involves balancing several competing factors. Taller fins provide more surface area, but they also create more resistance to airflow. Thinner fins pack more cooling capacity into a given footprint, but they're harder to manufacture and conduct heat less effectively. Understanding these trade-offs helps you design a finned heatsink that actually works for your specific application.
Fin spacing might seem like a minor detail, but it's arguably the most critical dimension in your finned heat sink design. Space fins too closely, and air struggles to flow between them. Space them too far apart, and you waste valuable surface area. The optimal spacing depends entirely on one factor: how air moves across your heat sink.
Natural convection and forced convection demand fundamentally different approaches. When designing for natural convection, where no fans or blowers assist airflow, you'll need wider spacing between fins. Air rises slowly due to temperature differences, and narrow channels create excessive resistance. A large heat sink relying on passive cooling typically requires fin gaps of 6-10mm or more to allow adequate airflow.
Forced convection changes everything. When fans push air across your heat sink, you can dramatically reduce fin spacing because the moving air overcomes channel resistance. This allows more fins per unit width, increasing total surface area and heat dissipation capacity. A big heat sink with active cooling might use fin gaps as narrow as 2-3mm effectively.
Consider these key design parameters when determining fin spacing:
Fin height presents an interesting optimization challenge. Taller fins mean more surface area for heat dissipation, which sounds universally beneficial. However, reality introduces diminishing returns. Heat must conduct from the base through the entire fin height, and aluminum, despite its excellent thermal properties, still exhibits thermal resistance.
As fins grow taller, the temperature at the fin tip approaches ambient temperature. Beyond a certain point, additional height contributes almost nothing to cooling performance because the temperature difference between the fin tip and surrounding air becomes negligible. This explains why large heat sinks don't simply feature extremely tall fins.
The height-to-gap ratio provides a practical design guideline. Standard aluminum extrusion typically achieves ratios around 6:1, meaning fins can be approximately six times taller than the gap between them. Advanced extrusion techniques push this to 10:1 or higher, but costs increase significantly. For most applications, staying within standard manufacturing capabilities delivers the best balance of performance and economy.
Fin thickness involves its own set of trade-offs:
When sizing your heat sink, start by determining your thermal budget: how many watts must dissipate, and what's your maximum allowable temperature rise? From there, estimate the required surface area based on your convection type. Natural convection typically requires 20-40 cm² per watt, while forced convection can achieve the same cooling with 5-15 cm² per watt, depending on airflow velocity.
These ranges provide starting points for initial sizing, but real-world performance depends on many factors including ambient temperature, mounting method, and thermal interface quality. Prototyping and thermal testing remain essential for validating designs before production, especially for applications pushing performance boundaries.
With fin geometry optimized for your airflow conditions, the next consideration involves surface treatments that can further enhance thermal performance and protect your heat sink in challenging operating environments.
Your extruded heat sink is manufactured, but the surface finish you choose can significantly alter its thermal behavior. Many engineers overlook surface treatments, assuming raw aluminum provides optimal performance. The reality? Surface treatments can either enhance or diminish heat dissipation depending on your application and the treatment selected.
Surface treatments affect two critical thermal properties: thermal conductivity through the coating layer and surface emissivity for radiative heat transfer. Understanding how each treatment option influences these properties helps you make informed decisions for your specific operating environment.
Anodizing creates an aluminum oxide layer on your aluminium heat sink surface through an electrochemical process. This oxide layer is harder and more durable than raw aluminum, but it also introduces thermal resistance. Sounds problematic? Here's where it gets interesting.
While the anodized layer slightly reduces conductive heat transfer, it dramatically increases surface emissivity. Raw aluminum has an emissivity of approximately 0.05-0.1, meaning it radiates heat very poorly. Anodized aluminum jumps to 0.7-0.9 emissivity, making it far more effective at radiating thermal energy directly into the environment.
According to Light Metals Coloring research, anodizing aluminum increases its surface thermal resistance, but this trade-off often benefits overall thermal performance in applications where radiative cooling contributes meaningfully to heat dissipation. For natural convection scenarios with limited airflow, the enhanced emissivity of anodized surfaces can improve cooling effectiveness by 10-20%.
Two primary anodizing types serve aluminum heatsink applications:
For most metal heat sink applications, Type II anodizing delivers the optimal balance between thermal enhancement and manufacturing cost. Type III becomes valuable when your heat sink faces abrasive conditions or requires exceptional durability.
Anodizing isn't your only option. Several specialized treatments address specific performance requirements that standard finishes cannot meet.
Powder Coating applies a thermoset polymer layer to your heat sink surface. While adding visual appeal and color options, powder coating introduces a thermally insulating layer that can reduce heat transfer efficiency. As research indicates, powder coatings add a layer that slightly insulates the metal, impacting its heat dissipation abilities. Reserve powder coating for applications where aesthetics outweigh maximum thermal performance.
Micro-Arc Oxidation (MAO) represents an advanced treatment for demanding applications. According to research published in the Journal of Materials Research and Technology, MAO creates ceramic-like coatings on aluminum alloys through plasma discharge in electrolyte solutions. These coatings offer exceptional thermal stability and have been successfully applied in aerospace thermal control applications where extreme temperature cycling occurs.
PVDF Coatings provide outstanding chemical resistance and weatherability for outdoor or harsh environment installations. These fluoropolymer finishes protect against UV degradation, chemical exposure, and atmospheric corrosion while maintaining reasonable thermal performance.
Here's a comparison of common surface treatment options for your aluminium heatsink extrusion:
Operating environment strongly influences your surface treatment decision. Indoor electronics in controlled environments may function perfectly with clear anodizing or even raw aluminum. Outdoor installations or equipment exposed to salt spray, industrial chemicals, or high humidity demand more robust protection like PVDF coatings or hardcoat anodizing.
Consider this practical guidance: if your heatsink aluminium profile operates primarily through forced convection with high airflow, the coating's impact on emissivity matters less because convective heat transfer dominates. However, for passively cooled applications or designs where radiation contributes significantly, selecting a high-emissivity finish like black anodizing can meaningfully improve thermal performance.
Surface treatment selection completes your material and geometry decisions, but your heat sink likely requires additional modifications before installation. Post-extrusion machining operations transform your profile into a ready-to-mount thermal solution.
Your extruded aluminum heat sink profile emerges from the press as a continuous length of precisely shaped aluminum. But that's rarely the end of the story. Most applications require additional modifications before your heatsink extrusions become ready-to-install thermal management solutions. Understanding these secondary operations helps you plan for realistic lead times, costs, and design possibilities.
Secondary manufacturing transforms raw extrusion heat sink profiles into application-specific components. Whether you need mounting holes for secure attachment, precision-machined surfaces for optimal thermal contact, or custom modifications for unique installations, these post-extrusion processes deliver the final functionality your design requires.
Not every extruded heatsink requires extensive secondary operations, but most thermal management applications demand at least basic modifications. The extrusion process creates your fin geometry and base thickness, but it cannot produce features perpendicular to the extrusion direction or achieve the surface flatness required for high-performance thermal interfaces.
Consider these common scenarios requiring post-extrusion machining:
According to Cooling Source Thermal, common secondary manufacturing processes for heatsink fabrication include CNC machining, drilling, tapping, cutting, milling, counterboring, and various surface preparation techniques. Each process addresses specific functional requirements that extrusion alone cannot achieve.
The typical secondary operation sequence follows a logical progression from rough operations to finishing steps. Understanding this sequence helps you communicate effectively with manufacturing partners and anticipate how design choices affect production complexity.
Mounting hole patterns deserve particular attention. Standard patterns for common semiconductor packages like TO-220, TO-247, and TO-264 follow industry conventions, but custom electronics often require unique hole layouts. When designing your heatsink profile, consider whether standard patterns will work or if custom drilling is necessary.
The thermal interface between your heat sink and the heat-generating component represents a critical performance factor that many designs overlook. According to onsemi's Power Packages Heat Sink Mounting Guide, the contact thermal resistance between package and heat sink significantly impacts overall thermal performance due to surface roughness creating air gaps at the mating surfaces.
Surface flatness at the mounting interface directly affects contact thermal resistance. The onsemi guide recommends heat sink mounting surfaces maintain flatness within 16 micrometers and surface finish within 0.02mm for optimal thermal contact. Achieving these specifications typically requires fly cutting or precision milling operations that remove a thin layer from the extruded base surface.
Thermal interface materials (TIMs) fill the microscopic air gaps between your extruded aluminum heat sink and the component being cooled. As the onsemi research explains, since air is a good insulator, filling these gaps with materials having better thermal conductivity dramatically reduces contact resistance. Common TIM options include:
Mounting method selection also affects thermal performance. Screw mounting provides adjustable contact pressure but requires careful torque control. The onsemi mounting guide indicates that both insufficient and excessive mounting torque degrade thermal performance. Too little pressure fails to establish adequate contact, while excessive force can deform packages and create gaps. For TO-220 packages, their research recommends mounting torques of 4-5 kgf·cm for optimal thermal contact.
Clip mounting offers advantages for production environments where consistent mounting pressure matters. As the onsemi research notes, clip mounting distributes more uniform pressure over the mating surface and results in better thermal contact compared to screw mounting. This consistency makes clips particularly valuable for high-volume manufacturing where torque control variability could affect thermal performance.
When specifying secondary operations for your heatsink profiles, provide clear documentation including dimensional tolerances, surface finish requirements, and any critical features requiring special attention. This communication ensures your manufacturing partner delivers components that meet your thermal and mechanical requirements without costly rework or delays.
With your heat sink fully machined and surface-treated, the final considerations involve practical procurement decisions: should you use standard profiles or invest in custom tooling, and how do you evaluate potential manufacturing partners?
You've mastered the technical aspects of aluminum heat sinks, from alloy selection to fin geometry optimization. Now comes the practical question every engineer and procurement manager faces: how do you translate thermal requirements into a purchase decision that balances performance, cost, and timeline? Whether you're sourcing heatsinks for a prototype run or planning high-volume production, understanding the procurement landscape helps you make smarter decisions.
The choice between standard and custom profiles represents the most fundamental procurement decision. Each path offers distinct advantages depending on your project requirements, budget constraints, and timeline pressures. Let's examine what really drives these trade-offs.
Standard aluminum heat sinks are pre-designed profiles manufactured in high volumes and kept in stock by heat sink suppliers. According to Sinoextrud's analysis, these profiles come in fixed dimensions and common shapes, meaning zero tooling costs and faster order processing. You simply select from a catalog, specify the length, and you're ready to proceed.
Custom extrusions, by contrast, are engineered specifically for your application. One lighting company initially used standard U-channels for LED fixtures, but later required integrated heat dissipation fins and mounting clips. A custom extrusion reduced their assembly from five parts to one, cutting assembly time by 40%. That's the potential power of custom design.
Here's how standard and custom options compare across key decision factors:
| Factor | Standard Profile Advantages | Custom Extrusion Benefits |
|---|---|---|
| Tooling Cost | Zero upfront investment | Requires die development ($500-$5,000+ depending on complexity) |
| Lead Time | Often ships within 1-2 weeks | Initial run: 3-6 weeks including die development |
| Design Flexibility | Limited to available catalog shapes | Unlimited geometry options within extrusion capabilities |
| Thermal Optimization | May require compromise on fin geometry | Precisely matched to your thermal requirements |
| Assembly Integration | Often requires additional brackets or hardware | Can include integrated mounting features |
| Per-Unit Cost (High Volume) | Competitive for general applications | Often lower when design eliminates secondary operations |
| Minimum Order Quantity | Typically lower, sometimes no minimum | Higher MOQ to justify tooling investment |
When does custom make financial sense? Consider the total cost of ownership rather than just the profile price. If a standard profile requires additional brackets, drilling operations, or assembly steps, a custom design that integrates these features may deliver lower total cost despite higher initial tooling investment. For an industrial heat sink application with significant production volumes, this calculation often favors custom solutions.
Understanding cost drivers helps you negotiate effectively with heat sink manufacturers and set realistic project budgets. Several factors combine to determine your final pricing:
Tooling and Die Costs: According to KMC Aluminium's procurement guide, extrusion dies are precision-machined from hardened steel (typically H13) with openings matching your exact profile shape. Hollow dies for complex shapes cost more than solid dies for simpler geometries. The good news? Once your die exists, reorders carry no additional tooling expense.
Minimum Order Quantities: MOQ requirements exist for practical manufacturing reasons, not arbitrary supplier policies. As KMC Aluminium explains, overhead costs for die preparation, press setup, and quality verification make small quantities economically challenging. The profile's shape, size, and weight also affect which press can run your die, with larger presses typically requiring higher MOQs.
Lead Time Components: Total lead time breaks into three distinct phases:
For standard profiles, you skip the tooling phase entirely, explaining their faster delivery. However, once a custom die exists, reorders proceed just as quickly as standard profiles since no new tooling is required.
Evaluating Heat Sink Suppliers: Not all aluminum heat sink suppliers deliver equal quality outcomes. According to Renxin Precision's OEM selection guide, five critical factors distinguish capable heat sink manufacturers:
When evaluating potential partners, ask about their extrusion press range. Suppliers with diverse press tonnages can handle both small LED heatsinks and large industrial heat sink profiles without outsourcing. Inquire about their surface treatment capabilities, as having anodizing, powder coating, and other finishes in-house reduces lead times and quality control complexity.
For buyers in specific markets, location can matter. Those searching for heatsink USA suppliers may prioritize domestic manufacturing for shorter shipping times and easier communication, while others may find that established international suppliers like Wakefield aluminum extrusions or Asian manufacturers offer compelling value for high-volume orders.
The most successful procurement outcomes result from treating your heat sink supplier as a technical partner rather than a commodity vendor. Share your thermal requirements, not just drawings, and allow experienced manufacturers to suggest design optimizations that improve performance while reducing cost. This collaborative approach often reveals opportunities invisible when procurement focuses solely on price comparison.

Finding the right heatsink manufacturer can make or break your thermal management project. You've invested time understanding alloy properties, optimizing fin geometry, and specifying surface treatments. Now the success of your design depends on partnering with a manufacturer who can translate those specifications into consistently high-quality components. But what separates a capable heat sink partner from one that will cause headaches down the road?
The stakes are significant. According to Pioneer Thermal's manufacturer comparison guide, choosing a trusted custom heat sink manufacturer can significantly impact your equipment's performance, efficiency, and overall cost-effectiveness. Poor manufacturing quality leads to ineffective thermal management, increased product failures, and damage to your brand reputation.
Let's examine the essential capabilities you should evaluate when selecting your manufacturing partner for custom aluminum heat sink extrusions.
When evaluating potential partners, look beyond price quotes and lead time promises. The technical capabilities a manufacturer brings determine whether they can actually deliver what your design requires.
Extrusion Press Range and Capacity: Different heat sink designs demand different press tonnages. A manufacturer limited to small presses cannot produce large industrial profiles with complex fin geometries, while one focused only on high-tonnage equipment may not cost-effectively handle smaller runs. The ideal partner offers a range of press capacities to accommodate diverse project requirements.
Consider Shengxin Aluminium's approach as an example of comprehensive capability. Their facility houses 35 extrusion presses ranging from 600T to 5500T, enabling production of everything from compact LED alu heatsink profiles to massive industrial cooling solutions. This range means your projects won't be forced into suboptimal press selections based on equipment limitations.
CNC Machining Precision: As we discussed in secondary operations, most heat sinks require post-extrusion machining. According to Step Metalwork's selection guide, complex geometries may require CNC machining to ensure precision features. Your partner needs state-of-the-art CNC machining centers capable of precise cutting, drilling, and bending to meet exact specifications for mounting holes, thermal interface surfaces, and custom modifications.
Surface Treatment Options: A manufacturer with comprehensive in-house surface treatment capabilities streamlines your supply chain and maintains quality control. Look for partners offering anodizing in various colors, powder coating, PVDF coatings for outdoor applications, and specialized treatments like micro-arc oxidation for demanding environments. Having these capabilities under one roof reduces lead times and eliminates finger-pointing between multiple vendors when quality issues arise.
Here are the key partner evaluation criteria you should assess, with manufacturers demonstrating these capabilities positioned as ideal choices:
The journey from initial concept to full-scale production involves multiple phases, and your manufacturing partner should support you through each transition. According to Aluminum Processing Hub's buyer's guide, die tooling determines whether a supplier can produce your profile at the tolerances, finish, and volumes you need.
Die Development Expertise: Ask potential partners about their die design process. Do they have in-house tooling capabilities or subcontract die manufacturing? What's their typical die life and maintenance approach? A partner with robust die design expertise can help optimize your profile for manufacturability while maintaining thermal performance targets.
Prototype and Trial Run Support: Before committing to production tooling, you may need sample quantities for thermal testing and design validation. Discuss trial-run options and whether the manufacturer can accommodate small pilot runs to verify performance. As the Aluminum Processing Hub guide notes, asking vendors about trial runs and how MOQ scales with die amortization helps you understand the path from prototype to production.
Quality Control Throughout Production: According to Pioneer Thermal's research, quality control should encompass dimensional checks, material verification, and thermal performance validation. Ask about inspection protocols, the frequency of in-process checks, and what inspection equipment they use. Manufacturers with in-house testing capabilities provide faster turnaround times and quicker issue resolution.
When comparing heatsink USA options against international suppliers like Wakefield aluminum extrusions or Asian manufacturers, consider the total value proposition. Domestic suppliers may offer communication advantages and shorter shipping times, while established international partners often provide compelling value through comprehensive capabilities and competitive pricing for volume production.
Technical Partnership Approach: The best manufacturers don't simply take orders. They collaborate on thermal design optimization, suggest material and process improvements, and proactively identify potential manufacturing challenges before they become problems. As Step Metalwork emphasizes, guided technical collaboration can help you optimize your design for manufacturability and thermal efficiency while avoiding costly mistakes.
When evaluating partners, request references from similar projects and review sample first-article inspection reports. Ask whether they offer engineering consultation, troubleshooting support, and design modification assistance. A manufacturer that invests in understanding your thermal management challenges becomes a valuable extension of your engineering team.
For comprehensive custom extrusion services spanning die development through finished production, explore manufacturers with proven end-to-end capabilities. Partners like Shengxin Aluminium demonstrate the integrated approach needed for demanding heat sink applications, with over 30 years of industry experience and technical teams providing support from initial concept through mass production.
Selecting the right manufacturing partner transforms your carefully engineered heat sink design into reliable thermal management components that perform consistently across production runs. Take time to evaluate capabilities thoroughly, and you'll build a partnership that delivers quality outcomes for years to come.
The heat sink extrusion process begins with heating an aluminum billet to 400-500°C, then forcing it through a custom steel die using hydraulic presses ranging from 600T to 5500T. The aluminum flows through precisely cut openings to form the finned profile. After extrusion, the profile undergoes quenching for rapid cooling, stretching to correct warping and improve mechanical properties, and finally cutting to specified lengths. This process enables complex fin geometries that would be impossible with casting or machining methods.
The 6063 and 6061 aluminum alloys dominate heat sink applications. 6063 offers superior thermal conductivity (200-218 W/m·K) and excellent extrudability, making it ideal for LED lighting and consumer electronics. 6061 provides higher mechanical strength (290-310 MPa) but lower thermal conductivity (150-170 W/m·K), suited for applications with significant vibration or structural requirements. For most thermal management needs, 6063 is preferred due to its 20-30% thermal conductivity advantage over 6061.
Anodizing creates an aluminum oxide layer that slightly reduces conductive heat transfer but dramatically increases surface emissivity from 0.05-0.1 (raw aluminum) to 0.7-0.9 (anodized). This enhanced emissivity improves radiative heat dissipation by 10-20% in natural convection applications. Black anodizing achieves maximum emissivity of 0.85-0.95, making it optimal for passively cooled systems. Type II sulfuric acid anodizing provides the best balance between thermal enhancement and manufacturing cost for most heat sink applications.
Optimal fin spacing depends primarily on your airflow type. Natural convection requires wider spacing of 6-10mm to allow slow-rising air adequate flow paths. Forced convection permits tighter spacing of 2-3mm since moving air overcomes channel resistance. Additional factors include fin height (taller fins need wider gaps), air velocity, heat sink orientation, operating environment (dusty conditions require wider spacing), and thermal density requirements. Standard extrusion achieves height-to-gap ratios around 6:1.
Choose standard profiles when you need fast delivery (1-2 weeks), zero tooling investment, and lower minimum order quantities. Custom extrusions make sense when your design requires specific thermal optimization, integrated mounting features, or when total cost analysis shows savings from eliminating secondary operations. Custom tooling costs $500-$5,000+ with 3-6 week initial lead times, but manufacturers like Shengxin Aluminium with 35 extrusion presses (600T-5500T) can support both prototype and mass production needs efficiently.




 Интернет Сервис
Интернет Сервис 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 русский
русский English
English français
français Deutsch
Deutsch español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська